Presisjon i fokus: En guide til nøyaktig 3D-printing i kjeveortopedi
I moderne kjeveortopedi er klinisk suksess uatskillelig knyttet til én faktor: det dimensjonale samsvaret mellom den intraorale skanningen og den ferdige apparaturen. Selv om produsenter ofte markedsfører høy oppløsning som det viktigste tekniske parameteret, er ekte klinisk presisjon et resultat av komplekse arbeidsflyter, nøyaktig kalibrering og optimalisert geometri. For de fleste kjeveortopediske formål regnes et dimensjonalt avvik på under ±0,25 mm for enkelttenner og ±0,5 mm for hele tannbuen som gullstandarden for å sikre forutsigbar passform.
Nøyaktighet vs. oppløsning: Hva er forskjellen?
Det er en utbredt misforståelse å sette likhetstegn mellom oppløsning og nøyaktighet, men disse begrepene beskriver ulike aspekter ved den kjeveortopediske 3D-print-revolusjonen. For å kunne vurdere utstyr og sluttresultat er det avgjørende å skille mellom dem:
- Oppløsning (XY og Z): Dette angir den minste detaljen printeren fysisk kan gjenskape. I Z-aksen kalles dette lagtykkelse. Selv om en laghøyde på 25 mikrometer ser imponerende ut på papiret, viser forskning at ekstremt tynne lag ikke nødvendigvis gir statistisk signifikant bedre nøyaktighet enn standardinnstillinger på 100 mikrometer.
- Nøyaktighet (overensstemmelse og presisjon): Dette handler om printerens faktiske ytelse. Overensstemmelse (trueness) beskriver hvor tett den printede modellen ligger opp mot den opprinnelige STL-filen. Presisjon (eller repeterbarhet) beskriver printerens evne til å levere identiske resultater gang på gang.
For en kjeveortopedisk praksis er en printer med høy oppløsning, men lav overensstemmelse, en risiko. Den kan produsere modeller med glatte overflater, men dersom tannbuen har ekspandert eller trukket seg sammen under prosessen, vil den usynlige reguleringen ikke samsvare med den planlagte tannforflytningen. Resultatet er behov for korrigeringer underveis og unødig tidsbruk ved stolen.
Kliniske toleranser og empiri
Innen kjeveortopedisk produksjon er absolutt perfeksjon uoppnåelig; målet er klinisk akseptabel nøyaktighet. Data fra DLP-teknologi (Digital Light Processing) viser at rundt 98 % av alle individuelle målinger holder seg innenfor kravet på ±0,25 mm, som er nødvendig for presis tannforflytning.
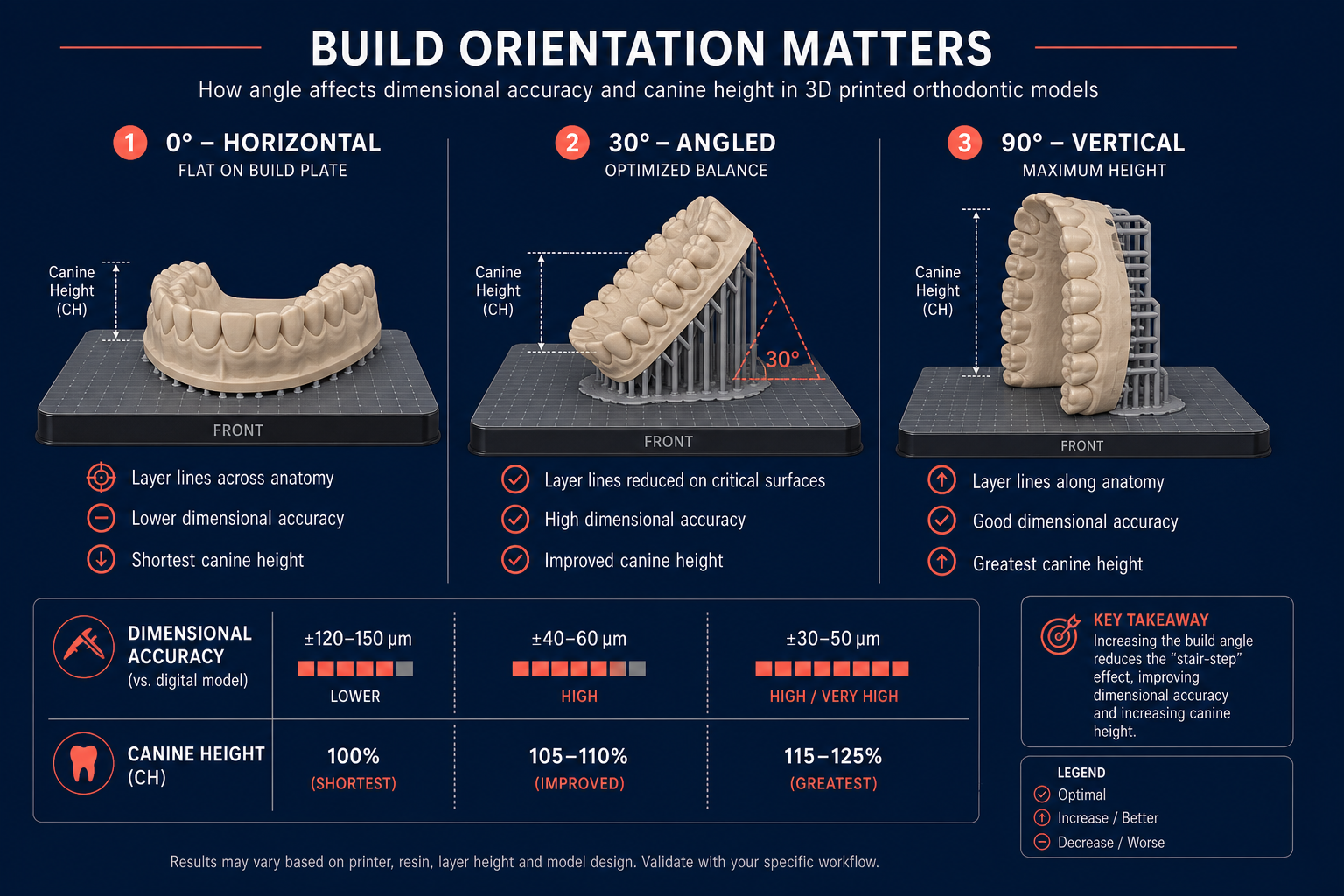
Nøyaktigheten er imidlertid ikke konstant. Den påvirkes av både modellens design og hvordan den plasseres på byggeplaten. Studier viser at selv om de fleste oppsett gir gode resultater, kan visse konfigurasjoner – som tynne skallmodeller printet flatt (0°) – i noen tilfeller føre til avvik i vertikale dimensjoner, for eksempel i hjørnetannshøyden. Dette understreker hvorfor en profesjonell digital arbeidsflyt fra skanning til apparatur krever kontinuerlig validering.
Variabler som påvirker dimensjonal presisjon
Flere faktorer utover selve maskinvaren avgjør om en direkteprintet kjeveortopedisk apparatur vil ha den nødvendige presisjonen.
- Byggeorientering: Vinkelen modellen har på plattformen (f.eks. 0°, 70° eller 90°) påvirker hvordan UV-lyset herder lagene. Vinklet printing kan minimere synlige laglinjer, men krever korrekt plasserte støttestrukturer for å unngå geometrisk deformasjon.
- Modellutforming: Massive modeller er generelt mest dimensjonalt stabile. Hule modeller eller skallmodeller sparer materiale, men er mer sårbare for vridning under etterherding dersom veggtykkelsen ikke er tilstrekkelig til å motstå materialkrymping.
- Materialvalg: Ulike materialer for kjeveortopedisk 3D-printing har ulik krymperate. En resin beregnet for studiemodeller har andre egenskaper enn en biokompatibel klasse IIa-resin utviklet for permanente apparaturer til bruk i munnen.
- Etterbehandling: Rensing og sekundær UV-herding er kritiske steg. Overherding kan gjøre materialet sprøtt og føre til overdreven krymping, mens underherding kan resultere i ustabile dimensjoner og manglende biokompatibilitet på grunn av restmonomerer.
Fordelen med profesjonell lab-kalibrering
Selv om mindre 3D-printere har blitt tilgjengelige for mange klinikker, krever industriell nøyaktighet omfattende kalibrering og kontrollerte omgivelser. Profesjonelle laboratorier benytter avanserte DLP- og SLA-systemer som er strengt validert for repeterbarhet. Dette sikrer at apparaturen du setter på pasienten, er en tro kopi av den digitale behandlingsplanen.

Ved å overlate vedlikehold, materialkjemi og toleransetesting til et spesialisert laboratorium, slipper klinikken de tekniske utfordringene som ofte følger med egenprinting. Dette frigjør tid til det viktigste: pasientbehandling og kliniske resultater.
Optimaliser din kliniske hverdag
Kompleksiteten i mikron-nøyaktighet bør ikke være et hinder for effektiviteten i din praksis. Enten du trenger høynøyaktige arbeidsmodeller eller direkteprintede apparaturer, har NordicDens den tekniske kompetansen og kapasiteten som kreves for å sikre perfekt passform hver gang.
Kontakt oss i dag for en samtale om hvordan våre kalibrerte arbeidsflyter for 3D-printing kan styrke din klinikk i overgangen til en fullverdig digital hverdag.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.


