Materiaali ohenee jopa 40 % – Näin lämpömuovaus vaikuttaa oikomiskalvojen tehoon

Lämpömuovausprosessi ohentaa oikomiskalvojen materiaalia merkittävästi: valmis koje on usein 15–40 % ohuempi kuin alkuperäinen muovilevy. Tämä ohentuminen on harvoin tasaista, mikä aiheuttaa paikallista vaihtelua rakenteen jäykkyydessä. Ilmiö vaikuttaa suoraan voimantuottoon, hampaiden liikkeen seurantaan (tracking) ja hoidon kliiniseen ennustettavuuteen. Hammaslääkärinä luotat materiaalin biomekaanisiin ominaisuuksiin, mutta on hyvä tiedostaa, ettei valitsemasi 0,75 mm:n tai 1,0 mm:n levy vastaa geometrialtaan sitä kojetta, joka potilaan suuhun lopulta asetetaan. Lämpömuovauksen teknisten vaikutusten ymmärtäminen on välttämätöntä – erityisesti silloin, kun kojeen istuvuus vaikuttaa hyvältä, mutta hampaiden siirto ei etene suunnitellusti.
Ohentumisen geometria: Nimellispaksuus vs. todellinen paksuus
Kun kestomuovilevy lämmitetään ja vedetään hammasmallin päälle, materiaali venyy huomattavasti. Mikro-CT- ja nano-CT-kuvauksiin perustuvat tutkimukset vahvistavat, ettei levyn alkuperäinen nimellispaksuus säily tasaisena muovauksen jälkeen. Materiaalin on venyttävä peittääkseen tietyt anatomiset kohdat, mikä johtaa väistämättä epätasaiseen paksuusjakaumaan hammaskaarella.
Tutkimukset osoittavat säännönmukaisesti, että lämpömuovatut kalvot ovat huomattavasti ohuempia etuhampaiden kohdalla ja ienrajoissa verrattuna takahampaisiin ja purupintoihin. Tämä johtuu siitä, että materiaali venyy eniten hammaskaaren korkeimpien tai ulonevimpien kohtien kohdalla. Jos haluat perehtyä tarkemmin siihen, miten materiaalit ovat kehittyneet kestämään näitä valmistusprosessin rasituksia, voit tutustua oikomiskalvojen evoluutioon ja niiden yleistymiseen nykyaikaisessa oikomishoidossa.
Paineilmamuovaus vs. tyhjiömuovaus
Valittu valmistusmenetelmä – joko ylipaineeseen perustuva paineilmamuovaus tai alipaineeseen perustuva tyhjiömuovaus – muuttaa radikaalisti materiaalin lopullista käyttäytymistä.
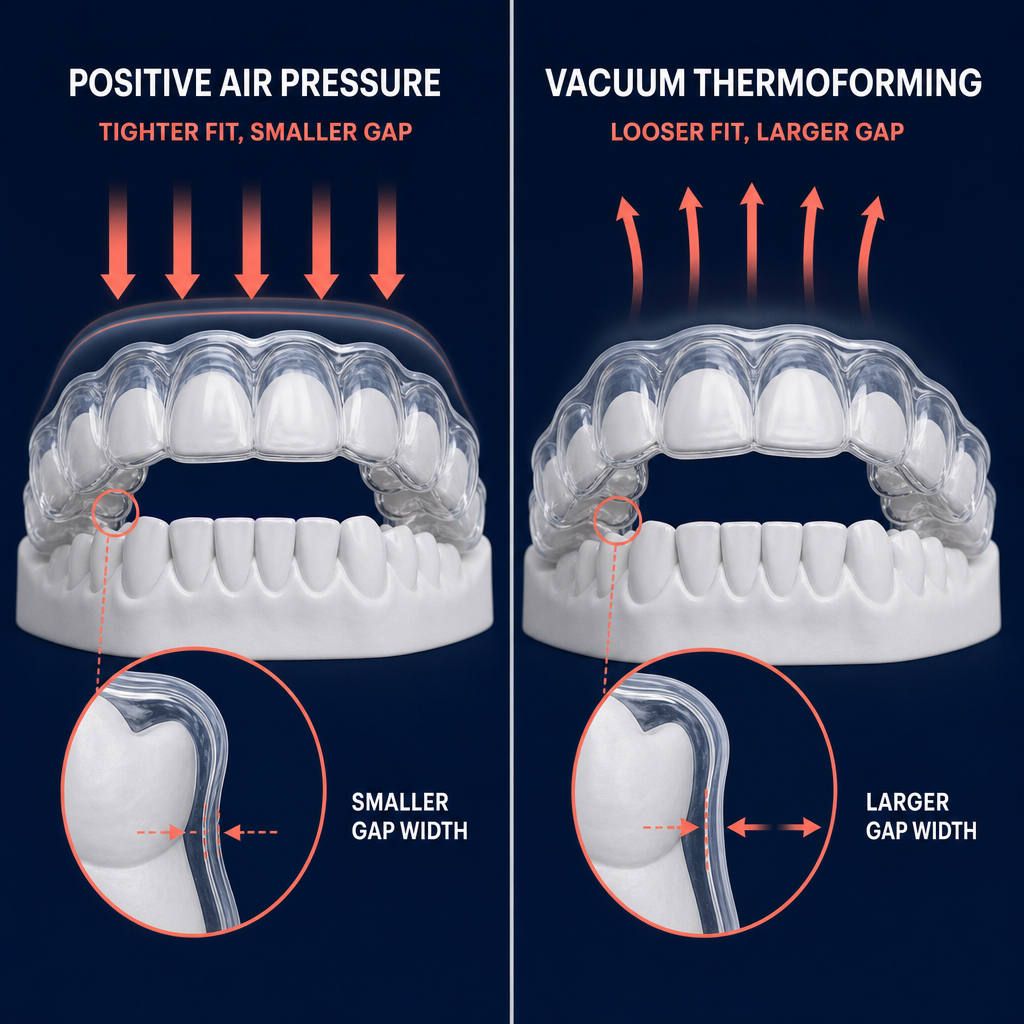
- Paineilmamuovaus (ylipaine): Tämä menetelmä tuottaa yleensä suuremman voimantuoton ja mukautuu tarkemmin mallin muotoihin. Kun materiaali puristetaan mallia vasten paineilmalla, hampaan ja kojeen välinen välys minimoituu.
- Tyhjiömuovaus (alipaine): Tämä menetelmä johtaa usein hieman suurempaan välykseen ja epätarkempaan istuvuuteen, erityisesti syvissä hammasväleissä tai monimutkaisissa allemenoissa.
Myös laitevalinta ja materiaali vaikuttavat lopulliseen läpinäkyvyyteen ja paksuuden jakautumiseen. Tietyt PET-G- ja monikerrosmateriaalit reagoivat lämpöön eri tavoin. Oikean yhdistelmän valinta on kriittinen vaihe digitaalisessa työnkulussa skannauksesta kojeeksi, jotta kliiniset tulokset pysyvät ennustettavina.
Paksuushäviön kliiniset seuraukset
Materiaalin ohentuminen ei ole vain tekninen yksityiskohta; sillä on kolme keskeistä vaikutusta jokapäiväiseen kliiniseen työhön.
1. Voimantuoton heikkeneminen
Oikomiskalvon tuottama voima on suoraan verrannollinen sen paksuuden kolmanteen potenssiin. Tästä johtuen jo 20 prosentin vähennys paksuudessa voi heikentää kojeen jäykkyyttä lähes 50 prosentilla. Tämä selittää, miksi tietyt liikkeet, kuten juuren torque tai hampaiden siirto (bodily movement), saattavat pysähtyä, jos materiaali ohentuu liikaa kriittisillä alueilla.
2. Istuvuus ja välys
Välys eli oikomiskalvon sisäpinnan ja hampaan välinen tila riippuu siitä, kuinka hyvin materiaali palautuu venytyksen jälkeen. Jos materiaali ohentuu liikaa, se voi menettää rakenteellisen lujuutensa, jota tarvitaan napakan otteen saamiseksi otteista (attachments) tai kliinisestä kruunusta. Tämä johtaa heikkoon seurantaan (tracking) ja heikentää hoidon tehoa.
3. Materiaalin väsyminen
Lämpömuovaus muuttaa polymeerien fysikaalisia ja mekaanisia ominaisuuksia. Lämmityssykli voi aiheuttaa materiaaliin sisäisiä jännityksiä, mikä tekee siitä alttiimman suun olosuhteiden aiheuttamalle kulumiselle ja kemialliselle rasitukselle. Tämä heikentyminen voi johtaa hoidollisen voiman häviämiseen ennen kuin potilas on valmis siirtymään seuraavaan kalvoon.
Muovausprosessin hallinta ja tulevaisuuden näkymät
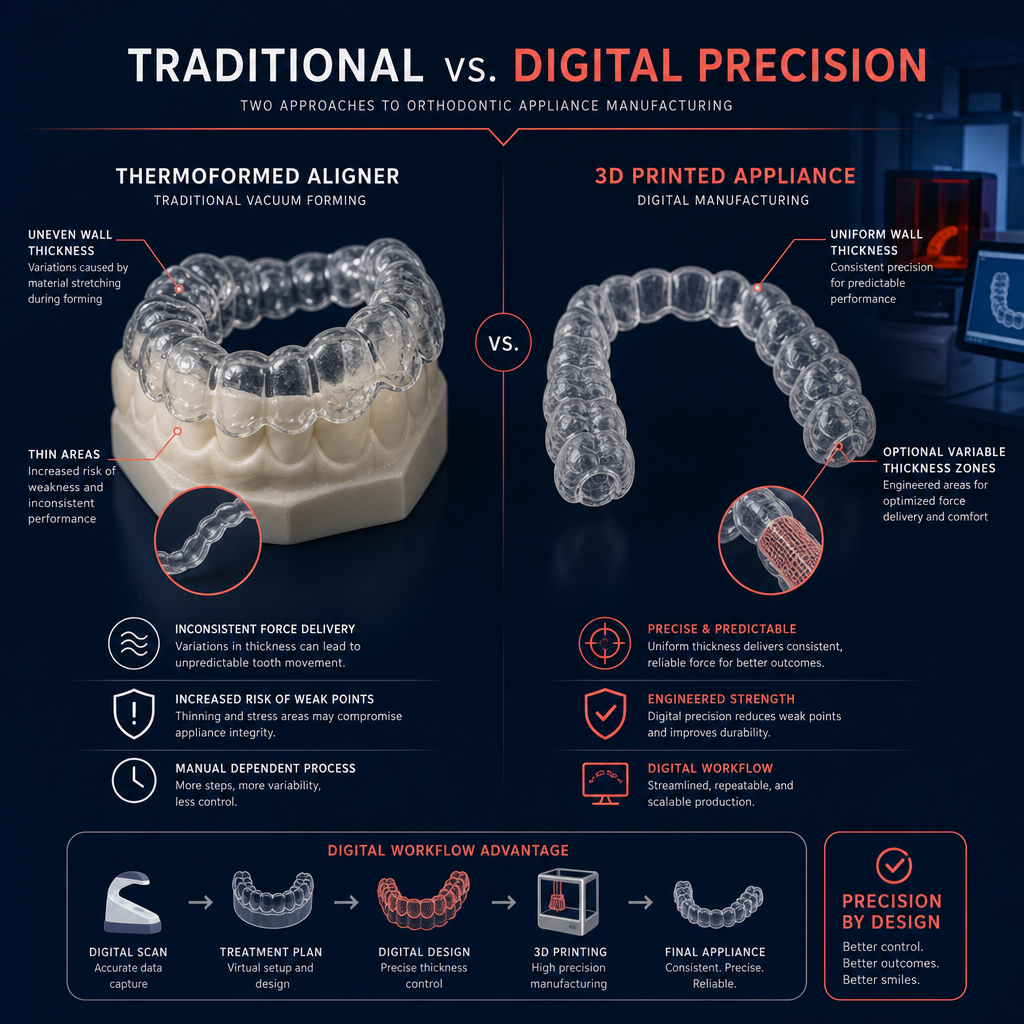
Vaikka lämpömuovaus on edelleen oikomiskojeiden valmistuksen standardi, paksuusjakauman vaihtelu on tunnettu haaste. Olisi helppo olettaa, että nämä vaihtelut on huomioitu hoitosuunnitteluohjelmistoissa, mutta useimmat CAD-algoritmit laskevat voimat edelleen olettaen, että paksuus on vakio.
Venymisen ja epätasaisen ohentumisen rajoitteiden välttämiseksi monet edistyneet laboratoriot tarkastelevat jo suoraan 3D-tulostettuja oikomiskojeita. Suora tulostus mahdollistaa täysin vakiona pysyvän seinämänpaksuuden tai jopa vaihtelevan paksuuden suunnittelun: materiaali voidaan suunnitella tarkoituksella paksummaksi suurta voimaa vaativilla alueilla ja ohuemmaksi joustavuutta tarvittaessa.
Päivittäin käyttämiesi materiaalien fysiikan ymmärtäminen auttaa tekemään tietoisempia päätöksiä materiaalin paksuudesta ja valmistusmenetelmistä. Kun tunnistat, miten valmistusprosessi muuttaa alkuperäistä hoitosuunnitelmaa, voit parantaa kliinisten tulosten tarkkuutta ja potilastyytyväisyyttä.
Lue lisää siitä, miten Nordicdens hyödyntää kehittynyttä valmistustekniikkaa kojeiden tarkkuuden varmistamiseksi – ota yhteyttä ja keskustellaan klinikkasi digitaalisen tuotannon tarpeista.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.


