40 % af tykkelsen forsvinder: Sådan påvirker termoformning aligner-performance

Termoformning reducerer plastpladens nominelle tykkelse markant. Det resulterer ofte i en færdig skinne, der er 15 % til 40 % tyndere end det oprindelige materiale. Da denne udtynding sjældent er ensartet, opstår der lokale variationer i stivheden, som direkte påvirker kraftoverførsel, tracking og den kliniske præcision. Som kliniker baserer man behandlingen på materialets biomekaniske egenskaber, men den 0,75 mm eller 1,0 mm plade, man vælger, har en helt anden geometri, når den først er formet og klar til brug. En forståelse for de tekniske konsekvenser ved termoformning er derfor afgørende for at kunne fejlfinde i de tilfælde, hvor passformen virker korrekt, men tandbevægelsen udebliver.
Geometrien bag udtynding: Nominel vs. effektiv tykkelse
Når en termoplastisk plade opvarmes og presses ned over en dentalmodel, gennemgår den en kraftig strækning. Forskning baseret på mikro-CT- og nano-CT-scanninger bekræfter, at pladens nominelle tykkelse ændrer sig drastisk under processen. Materialet skal strækkes længere for at dække bestemte anatomiske strukturer, hvilket fører til en ujævn fordeling over tandbuen.
Studier viser konsekvent, at termoformede skinner er betydeligt tyndere ved fortænderne og de gingivale områder sammenlignet med kindtænderne og de okklusale flader. Det skyldes, at materialet strækkes mest over de højeste eller mest fremtrædende dele af tandbuen. For at få et dybere indblik i, hvordan materialerne har udviklet sig til at modstå disse produktionsmæssige belastninger, kan du læse mere om udviklingen af clear aligners og deres betydning for moderne ortodonti.
Overtryk vs. vakuumformning
Den valgte metode til termoformning – enten ved brug af positivt lufttryk (trykformning) eller negativt tryk (vakuumformning) – har stor indflydelse på materialets endelige egenskaber.
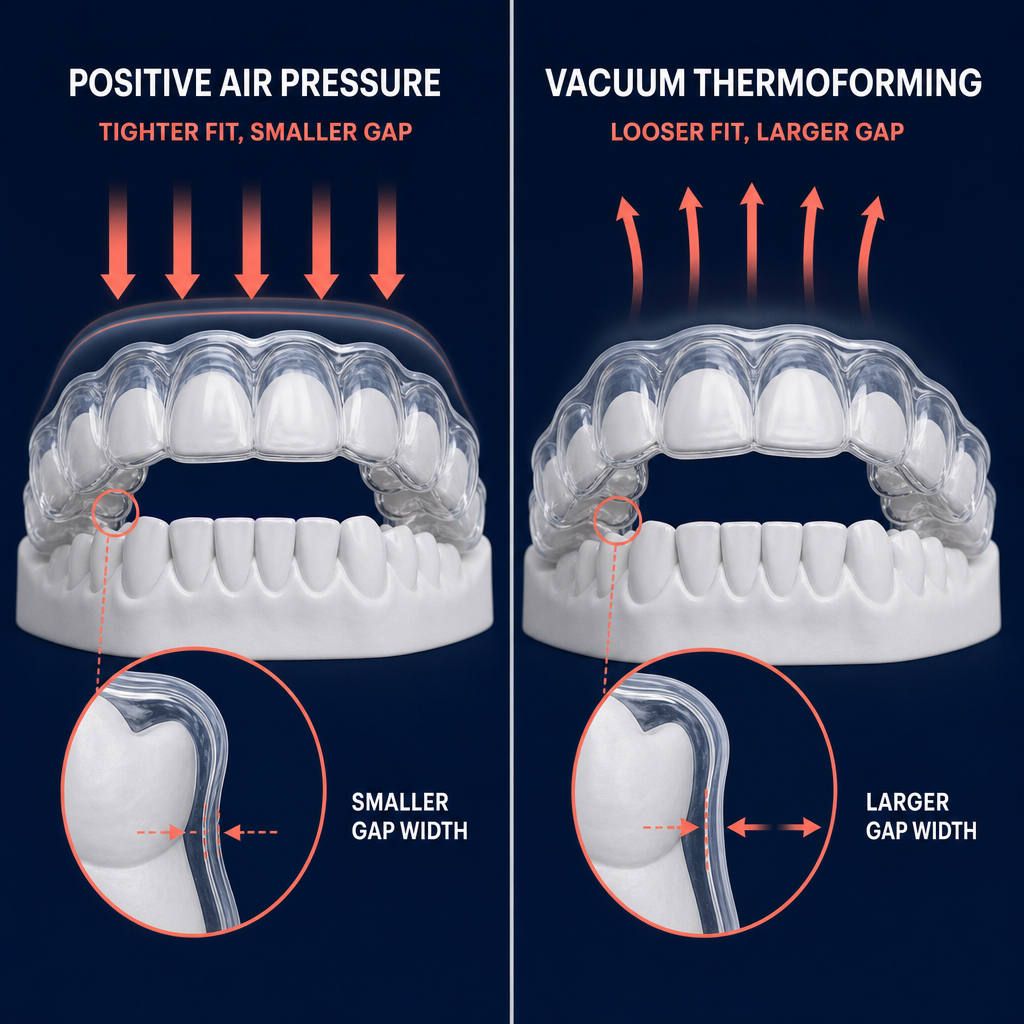
- Overtryk (trykformning): Denne metode resulterer generelt i en højere kraftafgivelse og bedre adaptation til modellen. Ved at presse materialet ned over modellen med komprimeret luft minimeres spalten mellem tand og skinne.
- Vakuumformning (undertryk): Denne proces medfører ofte en større spaltebredde og mindre præcis adaptation, især i de dybe interproksimale rum eller ved komplekse underskæringer.
Valget af maskine og materiale påvirker desuden den endelige translucens og tykkelsesfordeling. Visse PET-G- og flerlagsmaterialer reagerer forskelligt på varme, og det er derfor et kritisk skridt at vælge den rette kombination i det digitale workflow fra scanning til apparatur for at sikre forudsigelige kliniske resultater.
Kliniske konsekvenser af tykkelsestab
Udtyndingen af materialet er ikke blot en teknisk detalje; den har tre primære kliniske konsekvenser, som påvirker den daglige praksis.
Reduceret kraftafgivelse
Kraften, som en aligner afgiver, er proportional med tykkelsen i tredje potens. Det betyder, at en reduktion i tykkelsen på blot 20 % kan føre til en reduktion i skinnens stivhed på næsten 50 %. Det forklarer, hvorfor komplekse bevægelser, såsom rodmoment (torque) eller kropslig flytning, kan gå i stå, hvis materialet bliver for tyndt i de kritiske zoner.
Pasform og spaltebredde
Spaltebredden – afstanden mellem alignerens indvendige overflade og tanden – afhænger af, hvor godt materialet genvinder sin form efter strækningen. Hvis et materiale udtyndes for meget, kan det miste den strukturelle integritet, der kræves for at gribe fat i attachments eller den kliniske krone. Resultatet er dårlig tracking og øget ubehag for patienten.
Materialetræthed
Termoformning ændrer polymerens fysiske og mekaniske egenskaber. Opvarmningscyklussen kan skabe interne spændinger, der gør materialet mere sårbart over for slid og kemisk nedbrydning i mundhulen. Denne nedbrydning kan føre til tab af retention, før patienten overhovedet er klar til at skifte til næste skinne.
Håndtering af variabilitet i termoformning
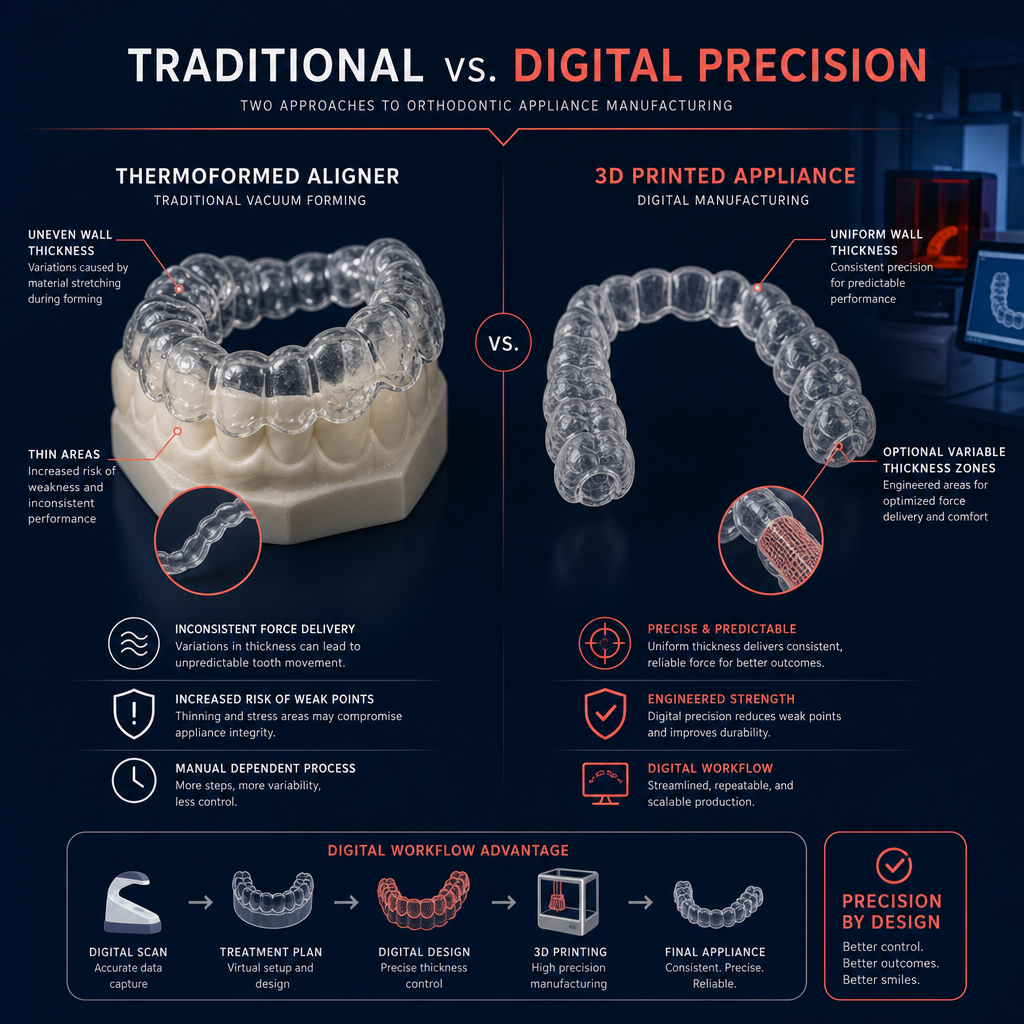
Selvom termoformning er industristandarden for fremstilling af alignere, er den iboende variabilitet i tykkelsesfordelingen en kendt udfordring. Man kunne fristes til at tro, at disse variationer er indregnet i planlægningssoftwaren, men de fleste CAD-algoritmer antager stadig en ensartet tykkelse, når de beregner de ortodontiske kræfter.
For at løse problemerne med ujævn udtynding og materialestrækning bevæger mange moderne laboratorier sig nu mod direkte 3D-printede ortodontiske apparaturer. Direkte print gør det muligt at kontrollere vægtykkelsen fuldstændigt eller endda designe skinner med variabel tykkelse – f.eks. tykkere i områder, der kræver stor kraft, og tyndere, hvor der er behov for øget fleksibilitet.
Ved at forstå fysikken bag de materialer, du anvender i din hverdag, kan du træffe mere informerede valg om materialevalg og fremstillingsmetoder. Hvis du ønsker at optimere præcisionen af dine kliniske resultater, bør du overveje, hvordan selve produktionsprocessen påvirker din behandlingsplan.
Se hvordan Nordicdens udnytter avanceret produktion til at sikre præcision i apparaturer – kontakt os i dag for en dialog om din kliniks digitale behov.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.


