40 procents skillnad: Så påverkar termoformningen alignerns prestanda

Termoformning reducerar den nominella tjockleken på ortodontiska material avsevärt. Slutprodukten blir ofta 15 % till 40 % tunnare än den ursprungliga folien. Denna förtunning sker sällan jämnt, vilket skapar lokala variationer i styvhet som direkt påverkar kraftutveckling, tracking och klinisk förutsägbarhet. Som kliniker baserar du din behandling på materialets biomekaniska egenskaper, men den folie på 0,75 mm eller 1,0 mm som du väljer har inte samma geometri när den väl sitter i patientens mun. Att förstå hur termoformningsprocessen tekniskt påverkar materialet är avgörande för att kunna analysera fall där passformen verkar korrekt, men den önskade tandförflyttningen ändå uteblir.
Geometrisk förtunning: Nominell kontra effektiv tjocklek
När en termoplastisk folie värms upp och formas över en dental modell utsätts den för kraftig sträckning. Studier med mikro-CT- och nano-CT-teknik bekräftar att foliernas nominella tjocklek inte förblir enhetlig efter formning. Materialet tvingas sträckas över anatomiska strukturer, vilket leder till en ojämn fördelning över tandbågen.
Forskning visar konsekvent att termoformade skenor är betydligt tunnare vid incisiverna och längs den gingivala randen jämfört med vid molarerna och på de ocklusala ytorna. Detta beror på att materialet sträcks som mest över de högsta och mest framträdande delarna av modellen. För en djupare genomgång av hur dessa material har utvecklats för att hantera dessa påfrestningar kan du läsa om utvecklingen av aligners och hur de blivit en del av den ortodontiska vardagen.
Tryckformning kontra vakuumformning
Själva metoden för termoformning – oavsett om man använder positivt lufttryck (tryckformning) eller negativt tryck (vakuumformning) – förändrar materialets slutgiltiga egenskaper radikalt.
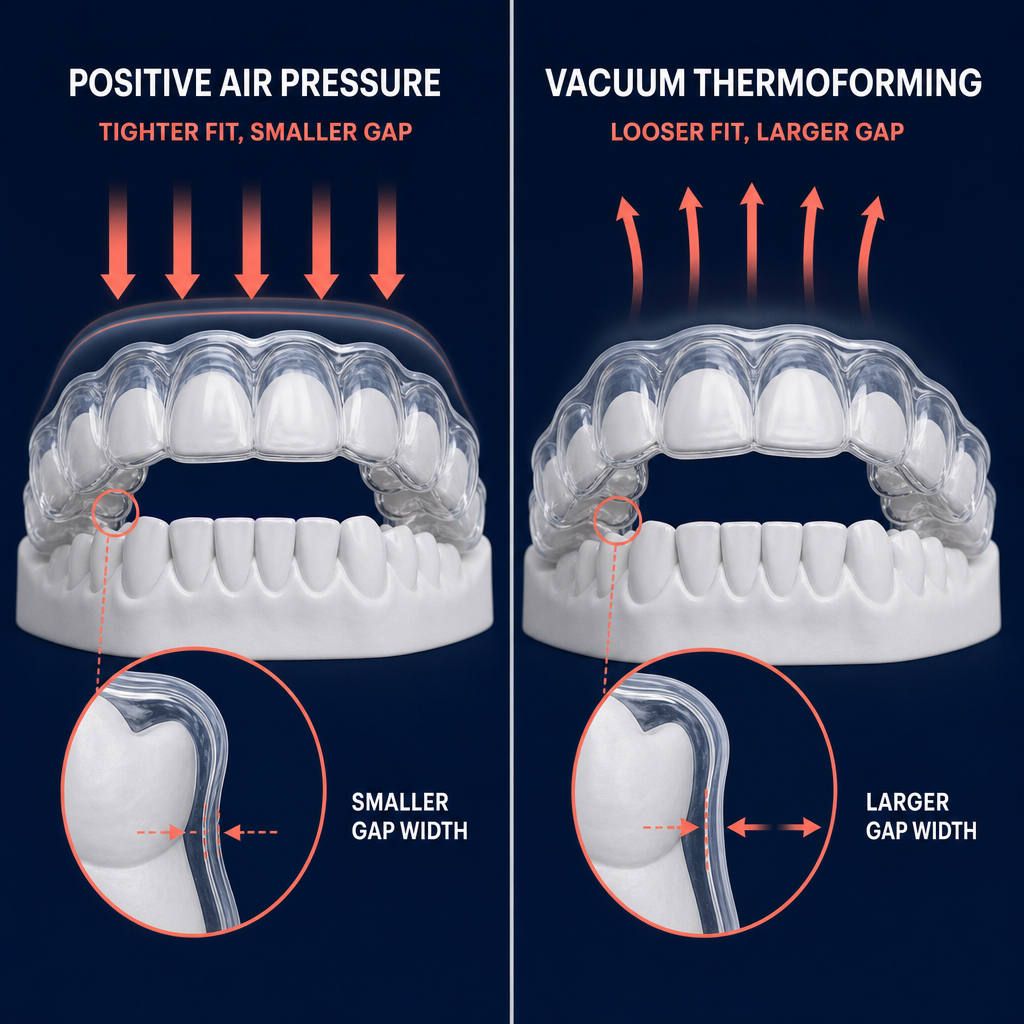
- Tryckformning (övertryck): Denna metod ger generellt en högre kraftutveckling och bättre adaption till modellen. Genom att pressa materialet mot modellen med komprimerad luft minimeras spalten mellan tanden och skenan.
- Vakuumformning (undertryck): Detta resulterar ofta i en något större spaltbredd och sämre precision i adaptionen, särskilt i djupa approximalrum eller vid komplexa underskär.
Valet av maskin och material påverkar även transparensen och tjockleksfördelningen. Vissa PET-G- och flerskiktsmaterial reagerar olika på värme. Att välja rätt kombination är ett kritiskt steg i det digitala arbetsflödet från skanning till skena för att säkerställa förutsägbara kliniska resultat.
Kliniska konsekvenser av minskad materialtjocklek
Att materialet blir tunnare är inte bara en teknisk detalj; det får direkta kliniska konsekvenser som påverkar behandlingsresultatet.
Försämrad kraftutveckling
Den kraft som en aligner levererar är proportionell mot tjockleken i kubik. Det innebär att en minskning av tjockleken med 20 % kan leda till att apparaturens styvhet minskar med nästan 50 %. Detta förklarar varför vissa rörelser, som rot-torque eller kroppslig förflyttning, kan avstanna om materialet blir för tunt i kritiska områden.
Passform och spaltbredd
Spaltbredden – utrymmet mellan alignerns insida och tanden – beror på hur väl materialet återhämtar sig efter sträckning. Om ett material tunnas ut för mycket kan det förlora den strukturella integritet som krävs för att greppa tag i attachments eller den kliniska kronan. Resultatet blir bristfällig tracking och en sämre upplevelse för patienten.
Materialutmattning
Termoformningen förändrar polymerens fysikaliska och mekaniska egenskaper på molekylnivå. Uppvärmningscykeln kan skapa inre spänningar som gör materialet känsligare för slitage och kemisk nedbrytning i munmiljön. Denna försvagning kan leda till att retentionen går förlorad innan det är dags för patienten att byta till nästa skena.
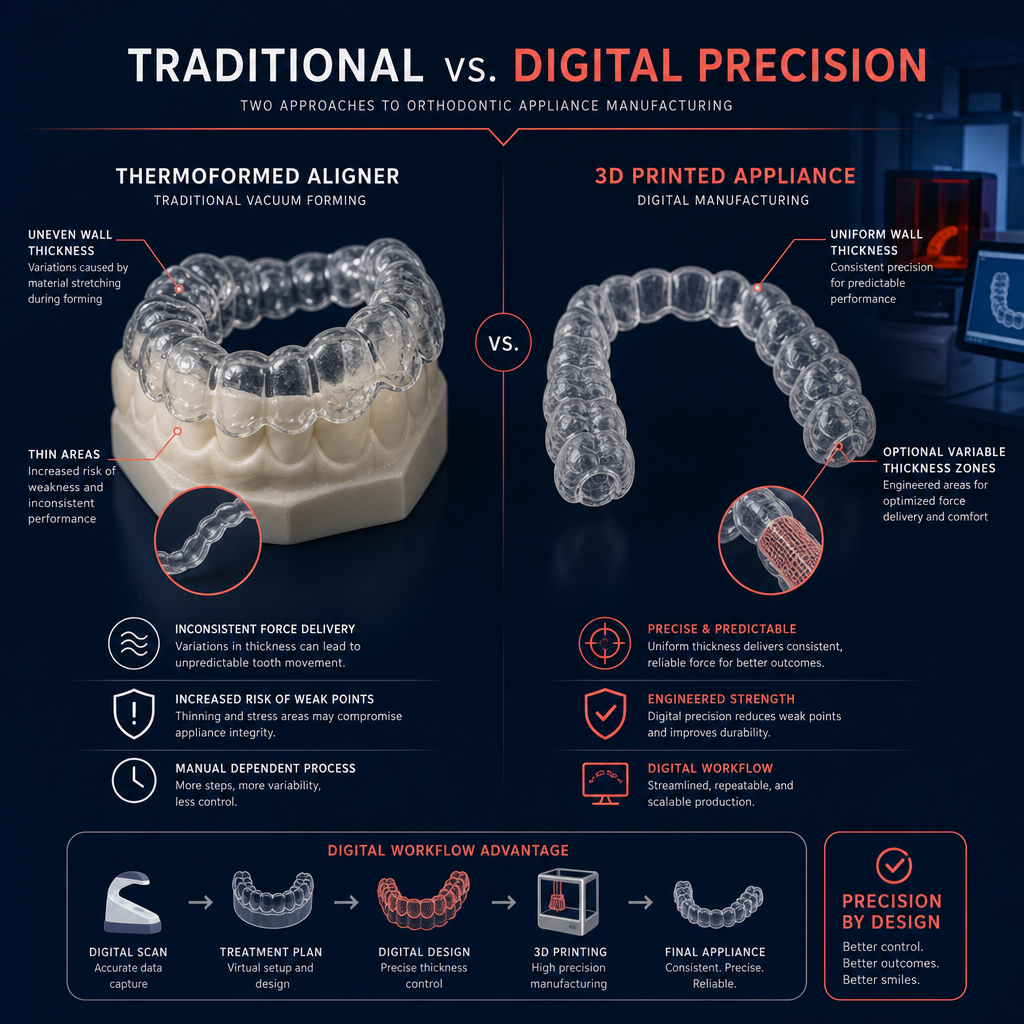
Hantering av variationer vid tillverkning
Trots att termoformning är branschstandard, är den inneboende variationen i tjocklek en känd utmaning. Det är lätt att tro att dessa variationer kompenseras för i programvaran, men de flesta CAD-algoritmer utgår fortfarande från en helt enhetlig tjocklek när krafterna beräknas.
För att komma runt problemen med ojämn förtunning väljer allt fler laboratorier att gå över till direkt 3D-printade ortodontiska apparaturer. Genom 3D-printing kan man uppnå en helt jämn väggtjocklek, eller till och med designa skenor med variabel tjocklek – där materialet görs kraftigare där styrka krävs och tunnare där flexibilitet önskas.
Genom att förstå fysiken bakom de material du arbetar med dagligen kan du fatta mer välgrundade beslut kring materialval och tillverkningsmetoder. För att optimera dina kliniska resultat bör du ta i beaktande hur tillverkningsprocessen faktiskt kan förändra din ursprungliga behandlingsplan.
Vill du veta mer om hur Nordicdens använder avancerad tillverkning för att säkerställa högsta precision? Kontakta oss idag för att diskutera din kliniks behov inom digital produktion.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.


