40 % tykkelsestap: Hvordan termoforming påvirker effekten av alignere

Termoforming reduserer den opprinnelige tykkelsen på kjeveortopediske materialer betydelig. Resultatet er ofte en ferdig skinne som er 15 % til 40 % tynnere enn den opprinnelige plastplaten. Dette tykkelsestapet er sjelden jevnt fordelt, noe som skaper lokale variasjoner i stivhet. Dette påvirker direkte kraftoverføring, "tracking" og klinisk forutsigbarhet. Som kliniker baserer du deg på materialets biomekaniske egenskaper for å flytte tenner, men platen på 0,75 mm eller 1,0 mm som du starter med, samsvarer ikke med geometrien pasienten faktisk ender opp med å bruke. Å forstå de tekniske konsekvensene av termoformingsprosessen er avgjørende for å feilsøke kasuser der passformen virker god, men den ønskede tannforflytningen uteblir.
Geometrien bak uttynning: Nominell vs. effektiv tykkelse
Når en termoplastisk plate varmes opp og trekkes over en tannmodell, gjennomgår den en omfattende strekkprosess. Forskning utført med micro-CT- og nano-CT-avbildning bekrefter at platens nominelle tykkelse endres drastisk etter forming. Materialet må vandre lenger for å dekke visse anatomiske landemerker, noe som fører til en ujevn fordeling over tannbuen.
Studier viser konsekvent at termoformede skinner er merkbart tynnere i anteriorsegmentet og cervikalt mot gingiva, sammenlignet med de posteriore tennene og oklusalflatene. Dette skyldes at materialet strekkes mest over de høyeste eller mest fremtredende delene av modellen. For et dypere dykk i hvordan disse materialene har utviklet seg for å tåle slike produksjonsbelastninger, kan du lese om evolusjonen av clear aligners og deres inntog i moderne kjeveortopedi.
Trykkforming vs. vakuumforming
Selve metoden som brukes under termoforming – enten det er positivt lufttrykk (overtrykk) eller negativt trykk (vakuum) – har stor betydning for materialets endelige egenskaper.
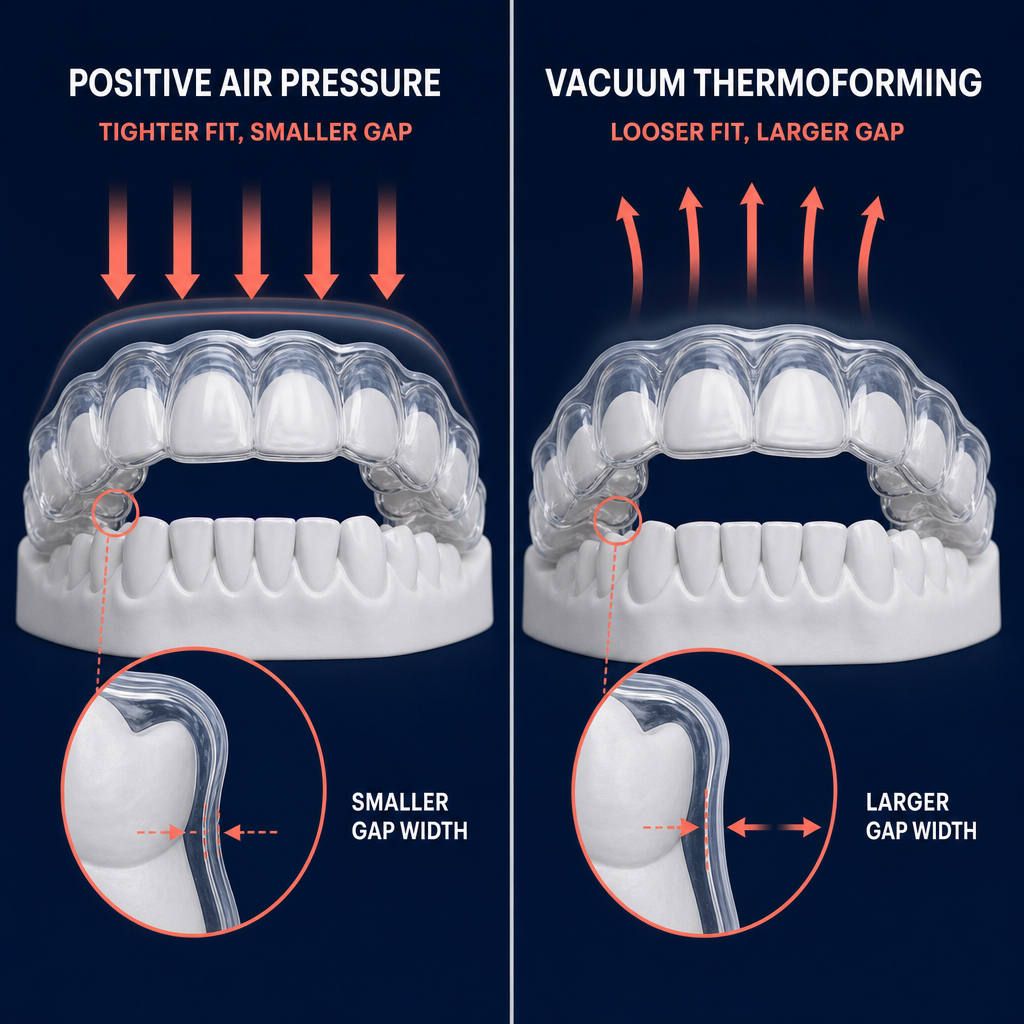
- Positivt lufttrykk (Trykkforming): Denne metoden gir generelt bedre kraftoverføring og mer nøyaktig adapsjon til modellen. Ved å presse materialet ned på modellen med komprimert luft, minimeres spaltebredden mellom tannen og apparaturen.
- Vakuum (negativt trykk): Dette resulterer ofte i noe større spaltebredde og mindre presis adapsjon, spesielt i dype interproksimale områder eller i komplekse undersnitt.
Valg av maskin og materiale påvirker også gjennomsiktigheten og tykkelsesfordelingen. Enkelte PET-G- og flerlagsmaterialer reagerer ulikt på varme. Å velge riktig kombinasjon er et kritisk steg i den digitale arbeidsflyten fra skanning til apparatur for å sikre forutsigbare kliniske resultater.
Kliniske konsekvenser av tykkelsestap
Uttynningen av materialet er ikke bare en teknisk detalj; den har tre primære kliniske konsekvenser for behandlingen.
Redusert kraftoverføring
Kraften en aligner leverer er proporsjonal med tykkelsen i tredje potens. Det betyr at en 20 % reduksjon i tykkelse kan føre til nesten 50 % reduksjon i skinnens stivhet. Dette forklarer hvorfor visse bevegelser, som rottorque eller "bodily movement", kan stoppe opp dersom materialet blir for tynt i kritiske områder.
Passform og spaltebredde
Spaltebredden – rommet mellom alignerens indre overflate og tannen – påvirkes av materialets evne til å gjenvinne formen etter strekking. Hvis et materiale tynnes ut for mye, kan det miste den strukturelle integriteten som kreves for å gripe om attachments eller den kliniske kronen. Dette fører til dårlig tracking og kan skape ubehag for pasienten.
Materialtretthet
Termoforming endrer polymerens fysiske og mekaniske egenskaper. Oppvarmingssyklusen kan skape interne spenninger som gjør materialet mer utsatt for slitasje og kjemisk nedbrytning i munnhulen. Denne svekkelsen kan føre til at skinnen mister retensjon før pasienten er ferdig med den aktuelle etappen i behandlingen.
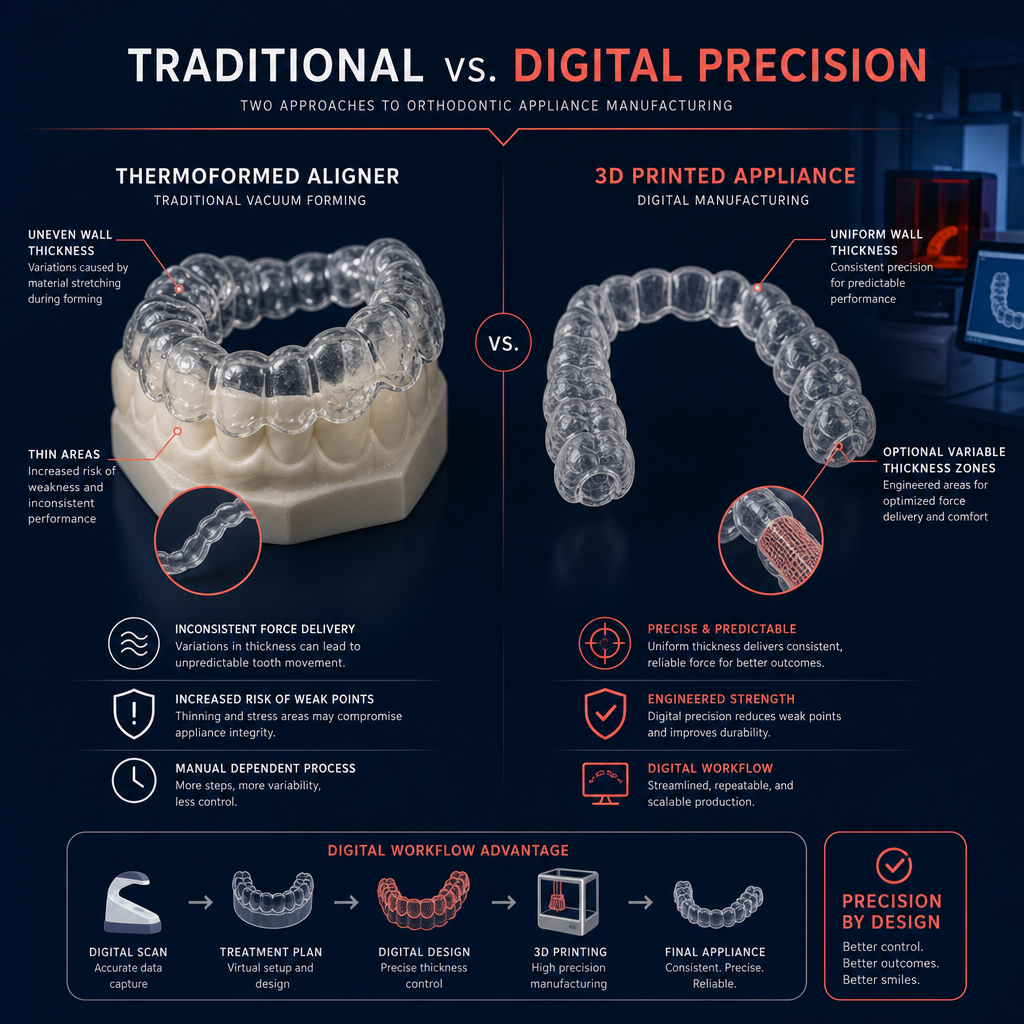
Håndtering av variasjoner i termoforming
Selv om termoforming fortsatt er industristandarden for produksjon av tannskinner, er den iboende variasjonen i tykkelsesfordeling en kjent utfordring. Man kan anta at disse variasjonene er hensyntatt i programvaren for behandlingsplanlegging, men de fleste CAD-algoritmer forutsetter fortsatt en helt jevn tykkelse når kreftene beregnes.
For å omgå begrensningene ved materialstrekk og ujevn uttynning, beveger mange moderne laboratorier seg nå mot direkte 3D-printede kjeveortopediske apparaturer. Direkte printing muliggjør en helt ensartet veggtykkelse. Det åpner også for design med variabel tykkelse, der materialet er tykkere i områder som krever mye kraft, og tynnere der det er behov for mer fleksibilitet.
Ved å forstå fysikken i materialene du bruker daglig, kan du ta mer informerte beslutninger om materialvalg og produksjonsmetoder. Hvis du ønsker å øke presisjonen i dine kliniske resultater, er det viktig å vurdere hvordan selve produksjonsprosessen påvirker behandlingsplanen din.
Finn ut hvordan Nordicdens bruker avansert produksjonsteknologi for å sikre presisjon i hver eneste skinne – kontakt oss i dag for en prat om din klinikk sin digitale produksjon.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.


