Præcis efterbehandling: Nøglen til sikre og nøjagtige 3D-print i ortodontien

Den kliniske succes for et 3D-printet ortodontisk apparatur afgøres længe efter, at printeren er færdig med sit arbejde. Selvom selve printstadiet fanger patientens komplekse anatomi med stor præcision, er det efterbehandlingsflowet – vask, tørring og efterhærdning – der dikterer apparaturets endelige biokompatibilitet og pasform. Enhver afvigelse fra en valideret protokol udgør en betydelig risiko, som kan resultere i emner med rester af cytotoksiske monomerer eller en kompromitteret dimensionel nøjagtighed. Hos NordicDens betragter vi efterbehandlingen som den mest kritiske fase i produktionen af medicinsk udstyr, da det er her, vi sikrer, at hver enkelt del er fuldstændig sikker til intraoral brug.
Den usynlige trussel fra restmonomerer
En af de største bekymringer ved at integrere 3D-print direkte i klinikken er risikoen for kemisk udvaskning. Denne bekymring er velbegrundet, da biokompatibilitet ikke er en iboende egenskab ved selve resinen, men derimod resultatet af en korrekt udført fremstillingsproces. Når resinen lyshærdes under selve printet, forbliver polymeriseringen ufuldstændig. Det resulterende "green part" (det rå, uhærdede print) indeholder ureagerede monomerer, som i deres frie form er cytotoksiske.
Uden en grundig vask og en kontrolleret sekundær UV-hærdning forbliver disse monomerer mobile og kan udgøre en sikkerhedsrisiko for patienten. Ved at overholde en stringent efterbehandlingssekvens sikrer man, at biokompatible materialer lever op til ISO 10993-standarderne for sensibilisering og irritation. Ved at omdanne monomererne fuldstændigt til et stabilt polymernetværk transformeres en potentiel kemisk risiko til et sikkert, klinisk redskab.
Validerede vaskeprotokoller for optimal overfladeintegritet
Hovedformålet med vaskeprocessen er at fjerne al flydende, uhærdet resin fra overfladen uden at skade den underliggende struktur. Dette kræver en disciplineret tilgang til både valg af opløsningsmiddel og timing.
- Valg af opløsningsmiddel: Der bør altid anvendes ≥99% isopropylalkohol (IPA) eller ethanol af høj kvalitet. Lavere koncentrationer eller mættede (forurenede) opløsningsmidler efterlader en klistret rest på overfladen, som forstyrrer den efterfølgende hærdning og ødelægger finishen.
- To-trins vask: Det er essentielt at implementere en "grovvask" efterfulgt af en "finvask". Det første bad fjerner størstedelen af den overskydende resin, mens det andet bad sikrer en helt ren overflade fri for film eller rester.
- Præcis timing: Vasketiden skal begrænses til det, der er angivet i producentens brugsanvisning (IFU) – typisk mellem tre og fem minutter. For lang tid i opløsningsmiddel kan føre til absorption i materialet, hvilket ofte forårsager dimensionelle afvigelser og uønsket blødgøring af emnet.
- Mekanisk rensning: Ved komplekse geometrier, såsom ganekonduktorer (RPE) eller direkte printede alignere, kan det være nødvendigt at bruge bløde børster eller ultralydsrens for at nå ind i de interproksimale områder, hvor væsken alene ikke altid er nok.
Sekundær hærdning og kemisk stabilitet
Efterhærdning er det stadie, hvor apparaturet opnår sine endelige mekaniske egenskaber og sin kliniske sikkerhedsprofil. Her anvendes højintensivt UV-lys og ofte kontrolleret varme for at fuldføre den kemiske tværbinding.

- Synkronisering af bølgelængde: Hærdeenheden skal matche de fotoinitiatorer, der findes i den specifikke resin. Brug af generiske UV-lamper i stedet for validerede enheder fører ofte til underhærdning, hvilket gør apparaturet skørt, svagt eller kemisk ustabilt.
- Hærdning i nitrogenatmosfære: High-performance resiner, som dem der anvendes til direkte printede apparaturer, opnår de bedste resultater ved hærdning i et miljø med nitrogen (kvælstof). Ilt kan nemlig hæmme hærdningen af det yderste overfladelag, hvilket efterlader det mindre modstandsdygtigt over for slid.
- Termisk kontrol: Præcis temperaturregulering under hærdningscyklussen er afgørende for at forhindre "warping" (vridning). Denne stabilitet sikrer, at hele det digitale workflow bevarer den høje præcision, der blev skabt ved den indledende intraorale scanning.
Finishing-teknikker: Fra print til patientkomfort
Når apparaturet er fuldt hærdet og kemisk stabilt, mangler den mekaniske finpudsning. Dette trin er afgørende for patientens komfort og for at opretholde en god mundhygiejne.

- Fjernelse af supports: Støttestrukturer fjernes forsigtigt med en skævbider eller fine fræsere. Det er ofte en fordel at fjerne dem efter vask, men før den endelige efterhærdning, da materialet her er mindre sprødt, hvilket minimerer risikoen for mikrofrakturer.
- Overfladeudglatning: Brug wolframkarbid-fræsere ved lave omdrejninger til at udjævne supportpunkterne, så apparaturets konturer flugter præcis med det digitale design.
- Højglanspolering: For apparaturer som retainere eller bideskinner bør der afsluttes med traditionelle polerskiver og pimpsten eller specialiserede resin-polermidler. En glat overflade er ikke kun vigtig for komforten, men reducerer også bakteriel adhæsion og plakansamling.
Sikr forudsigelighed med professionel validering
At opretholde et konsistent efterbehandlingsflow kræver kalibreret udstyr og streng overholdelse af protokoller for kvalitetskontrol i det ortodontiske laboratorium. Selvom in-house print giver fleksibilitet, kan den tekniske opgave med at validere hver eneste vaske- og hærdecyklus være en stor byrde for en travl klinik.
Ved at samarbejde med et specialiseret laboratorium sikrer du, at hvert apparatur – fra simple arbejdsmodeller til avancerede direkte printede enheder – gennemgår en fuldt valideret produktionsproces. Denne professionelle kontrol er din garanti for både en forudsigelig pasform og absolut biokompatibilitet for dine patienter.
Er du klar til at løfte dine ortodontiske løsninger med præcisionsprint? Udforsk vores udvalg af 3D-printede løsninger og se, hvordan vores validerede workflows kan forbedre dine kliniske resultater.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.
Seneste fra bloggen
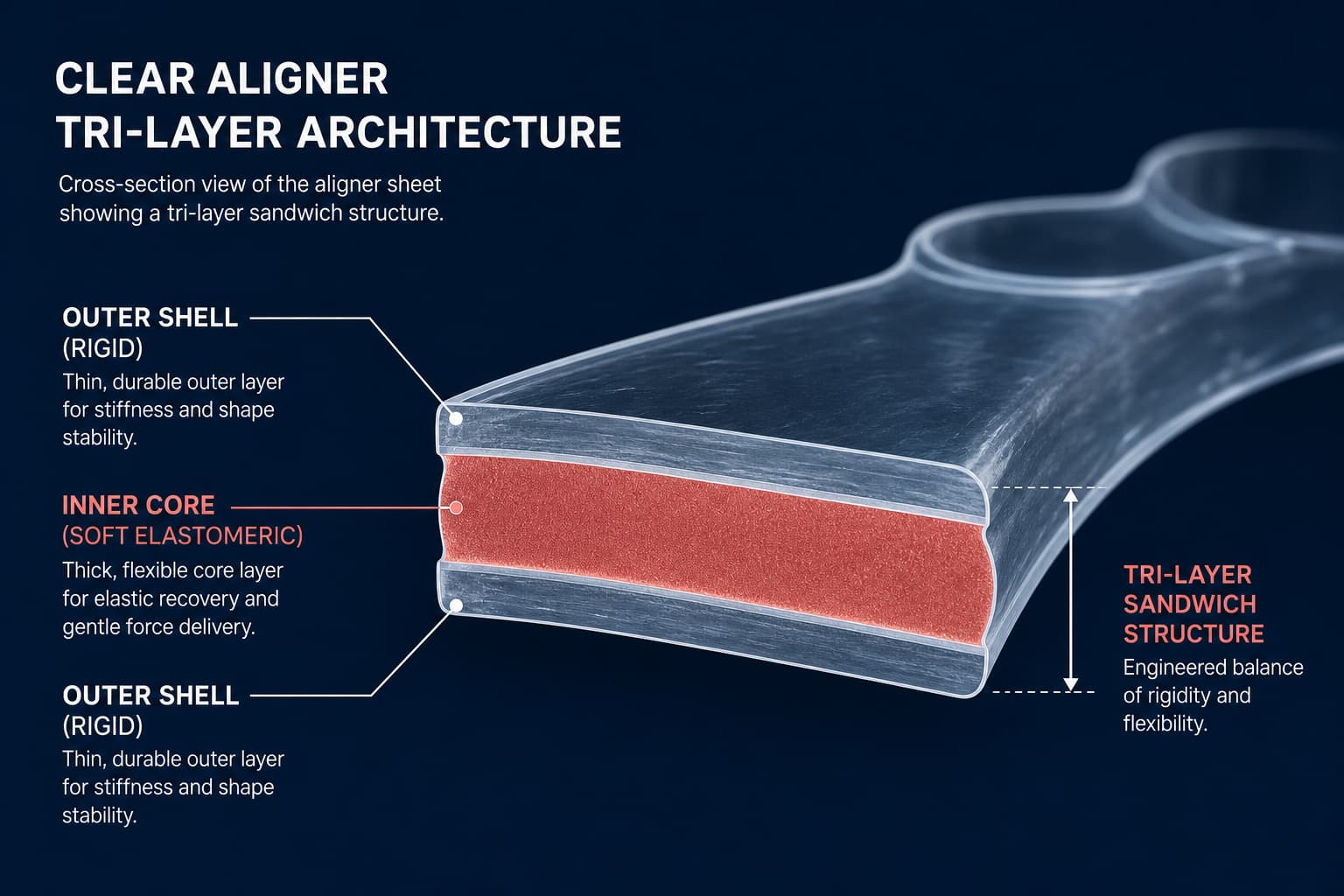
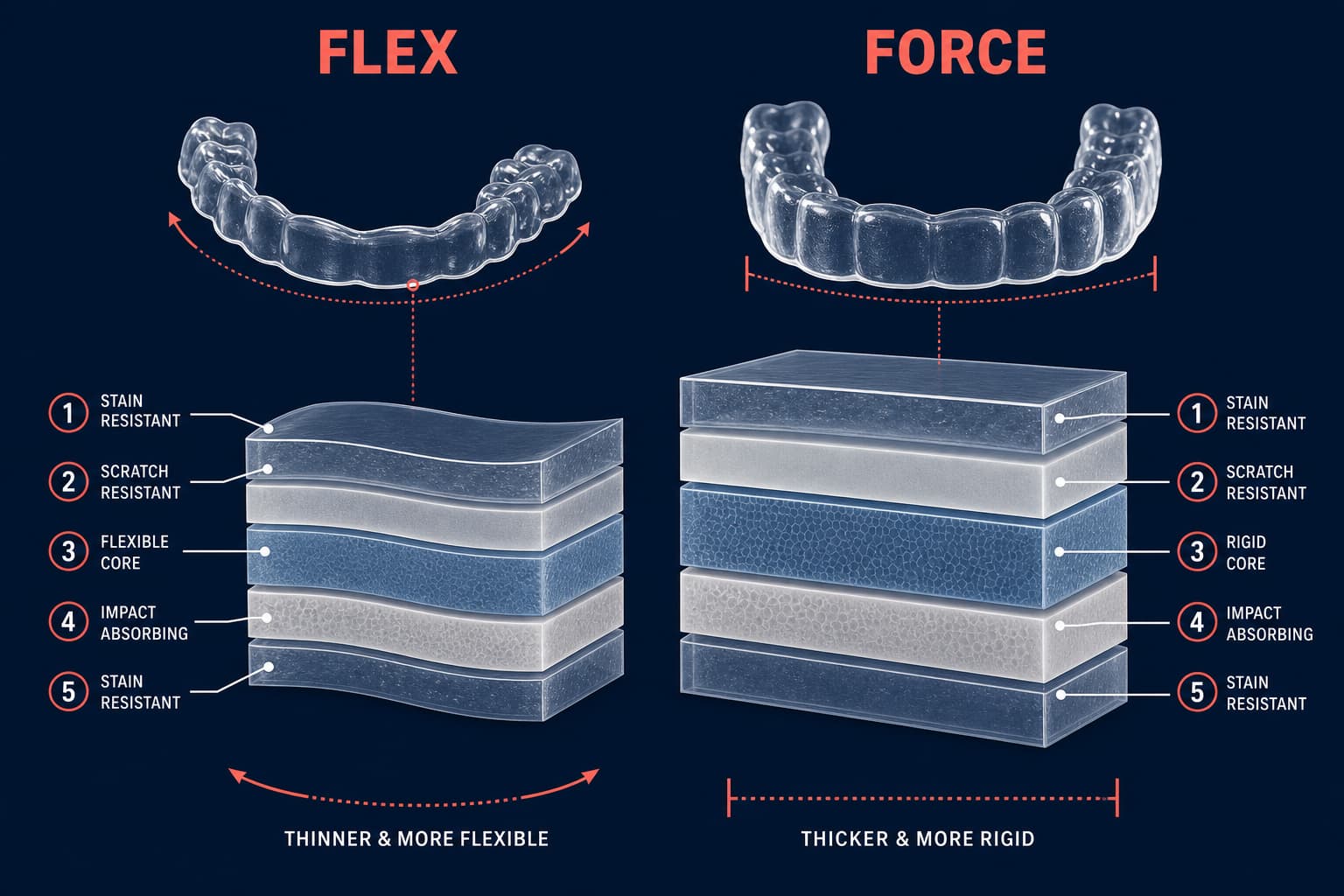
Flerlagsmaterialer til alignere: Biomekanisk ydeevne og kliniske fordele
Optimering af aligner-behandling: Tekniske specifikationer for Clarity-termoformningsmaterialer
