3D-tulostimen huolto: Näin varmistat oikomishoidon laadun ja tarkkuuden
Digitaalisen oikomishoidon onnistuminen ei riipu ainoastaan ohjelmistoista, vaan myös mekaanisesta tarkkuudesta. Vaikka intraoraaliskannaus olisi tehty virheettömästi, fyysinen koje vastaa digitaalista mallia vain, jos 3D-tulostin toimii tiukkojen toleranssien puitteissa. Useimmissa oikomishoidon sovelluksissa ennustettava istuvuus vaatii yksittäisiltä hampailta ±0,25 mm:n mittatarkkuutta. Pienikin tahra optisessa ikkunassa tai kulunut hartsiallas voi vaarantaa tämän tarkkuuden, mikä johtaa kalliisiin uusintatöihin tai sovitusongelmiin vastaanotolla.
Tuotantokatkosten välttäminen edellyttää ennakoivaa huolto-ohjelmaa, joka keskittyy ainetta lisäävän valmistuksen kolmeen kulmakiveen: optiseen polkuun, materiaalin laatuun ja mekaaniseen kalibrointiin.
Päivittäiset huoltotoimenpiteet
Yleisin syy tulostuksen epäonnistumiseen on optisen polun kontaminaatio. DLP- ja SLA-tulostimissa mikä tahansa este valonlähteen ja hartsin välillä aiheuttaa alivalottuneita kerroksia tai virheitä kojeen pintaan. Tulostimen optiikkaa onkin käsiteltävä samalla huolellisuudella kuin korkealaatuisen intraoraaliskannerin linssiä.
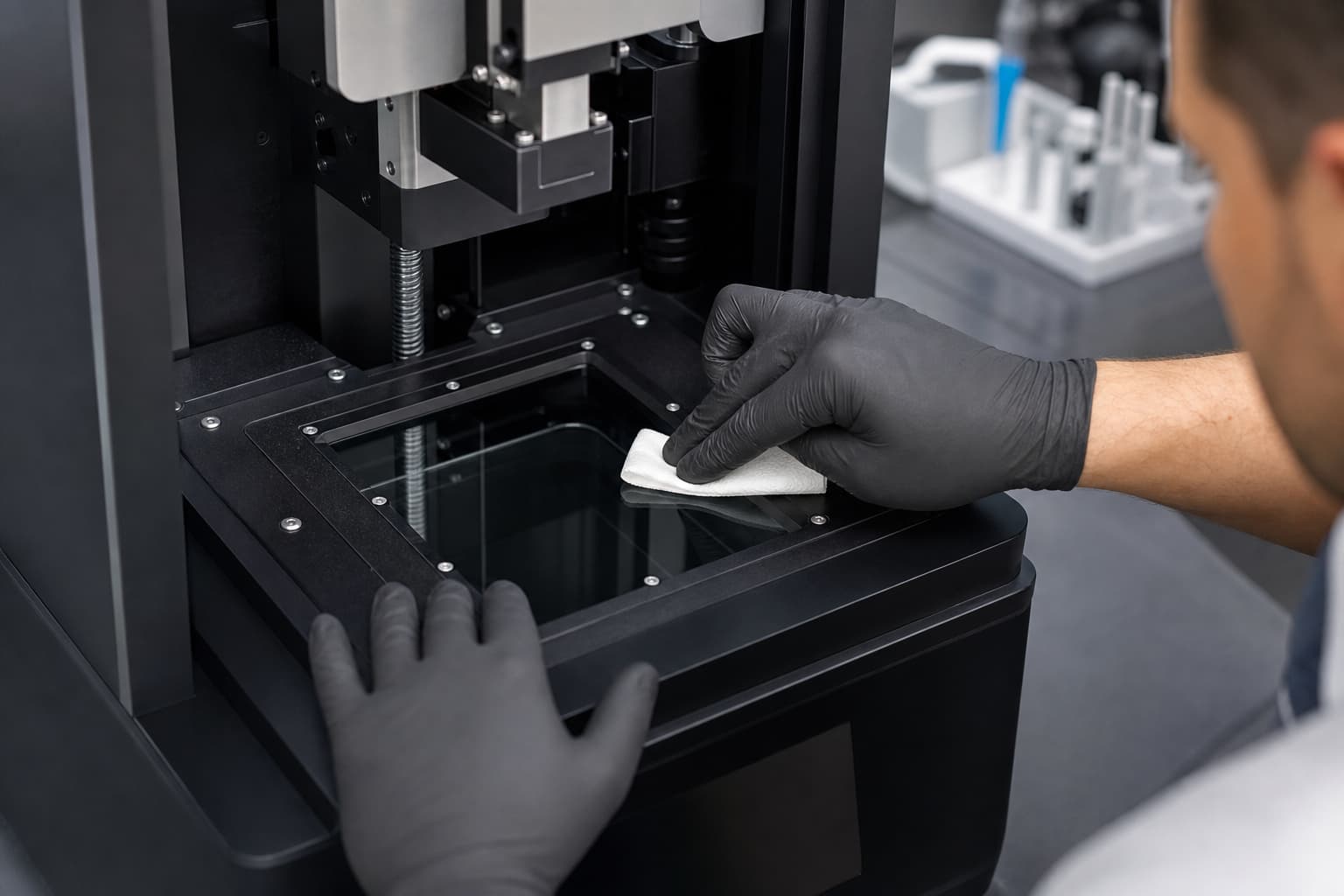
- Tarkasta optinen ikkuna: Poista pöly projektorin lasista tai valonlähdeyksikön (LPU) ikkunasta ilmapuhaltimella tai kuivalla mikrokuituliinalla ennen jokaista tulostusta. Jos lasille on roiskunut hartsia, käytä pientä määrää puhdasta isopropyylialkoholia ja pyyhi pinta hitailla, suorilla vedoilla välttääksesi juovien muodostumista.
- Puhdista tulostusalusta: Varmista, ettei tulostuspinnalla ole kovettunutta hartsia tai tahmeutta. Poista jäämät metallikaapimella ja viimeistele pinta alkoholilla kostutetulla nukkaamattomalla liinalla. Jopa mikroskooppinen kerros vanhaa hartsia voi estää uuden tulosteen tarttumisen, jolloin työ epäonnistuu heti alkuunsa.
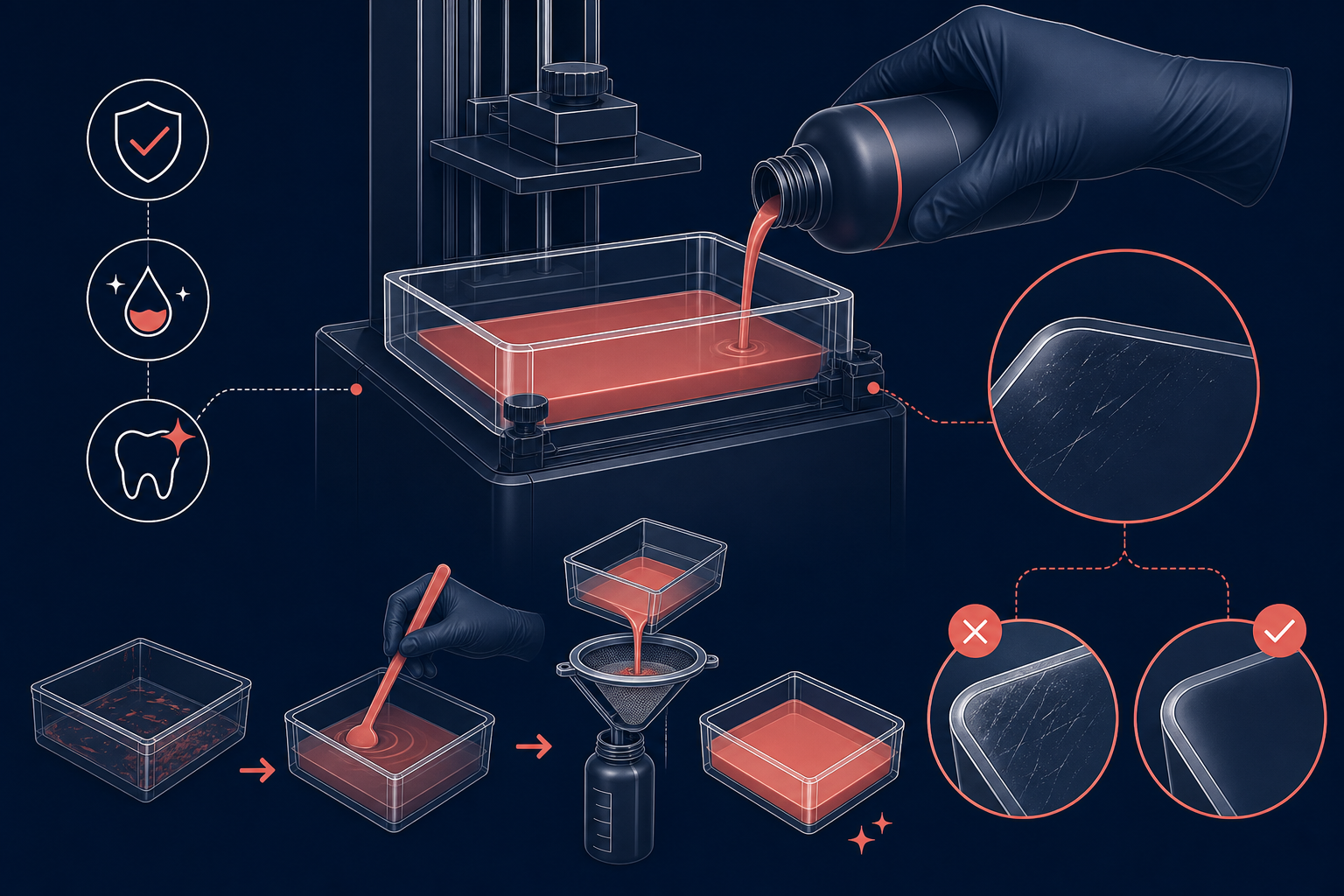
- Sekoita hartsi huolellisesti: Hartsin ainesosat painuvat pohjaan ajan myötä. Sekoita altaassa oleva hartsi homogeeniseksi pehmeällä silikonilastalla. Tarkista samalla, ettei altaan pohjalla ole kovettuneita hartsijäämiä, jotka voisivat vaurioittaa tulostinta seuraavan tulostuskierroksen aikana.
Hartsin hallinta ja altaan elinkaari
Oikomishoidon 3D-tulostusmateriaalit ovat vaativia erikoistuotteita. Esimerkiksi suoraan tulostettavat oikomiskalvot ja leikkausohjaimet vaativat tarkat lämpötila- ja valotusasetukset säilyttääkseen bioyhteensopivuutensa ja mekaaniset ominaisuutensa. Huolimaton materiaalien käsittely johtaa suoraan kliinisiin virheisiin.
- Varmista oikea hartsiprofiili: Tarkista aina, että ohjelmiston asetukset vastaavat altaassa olevaa materiaalia. Väärät valotusasetukset ovat yleisin syy mittapoikkeamiin ja materiaalin epätäydelliseen kovettumiseen.
- Suodata hartsi epäonnistuneen tulostuksen jälkeen: Jos tuloste irtoaa tai epäonnistuu, jäljelle jäänyt hartsi on suodatettava (noin 190 mikronin suodattimella). Hartsissa kelluvat pienetkin kovettuneet palaset voivat pilata seuraavat tulosteet tai pahimmillaan puhkaista hartsialtaan kalvon.
- Seuraa altaan kulumista: Hartsiallas on kuluva osa. Tarkasta kalvo säännöllisesti samentumisen, ryppyjen tai naarmujen varalta. Oikomishoidon 3D-tulostimien tarkkuustesteissä on huomattu, että kuluneet altaat aiheuttavat usein pystysuuntaisia mittavirheitä, kuten epätarkkuuksia hammasmallien kulmahampaiden korkeudessa.
Yleisimpien tuotantovikojen ratkaiseminen
Järjestelmällinen vianetsintä säästää aikaa ja resursseja. Laitteistovirheitä selvitettäessä on tärkeää erottaa digitaalinen tiedosto mekaanisesta prosessista.
Tarttuvuusongelmat
Jos tuloste ei tartu alustaan, syynä on yleensä joko tulostusalustan vinous tai likainen optiikka. Jos laitteisto on puhdas, tarkista digitaalinen työnkulku skannauksesta kojeeksi. STL-tiedoston virheet, kuten reiät tai aukot verkkorakenteessa, voivat estää viipalointiohjelmaa (slicer) luomasta ensimmäisiä kerroksia oikein.
Kerrosviivat ja vääristymät
Näkyvät kerrosviivat viittaavat usein mekaaniseen esteeseen Z-akselin johtoruuvissa. Puhdista ruuvi nukkaamattomalla liinalla ja levitä uusi kerros litiumrasvaa. Varmista myös, että tulostin on sijoitettu vakaalle alustalle ja suojattu suoralta auringonvalolta, joka voi aiheuttaa hartsia ennenaikaista kovettumista.
Toistuvat mittavirheet
Jos kojeet ovat jatkuvasti liian tiukkoja tai löysiä, laite saattaa vaatia uudelleenkalibroinnin. Säännölliset testitulostukset tunnetulla kalibrointitiedostolla ovat välttämättömiä. DLP-teknologia säilyttää yleensä erinomaisesti vaaditun ±0,25 mm:n toleranssin, mutta vain, jos järjestelmä on kalibroitu huomioimaan käytetyn hartsin ominaiskutistuma.
Jälkikäsittely vaikuttaa lopputulokseen
Huoltotyö jatkuu tulostuksen päätyttyä. Kojeen lopullinen laatu on vahvasti sidoksissa 3D-tulostuksen jälkikäsittelyyn. Pesu- ja kovetusyksiköitä on huollettava samalla tarkkuudella kuin itse tulostinta.
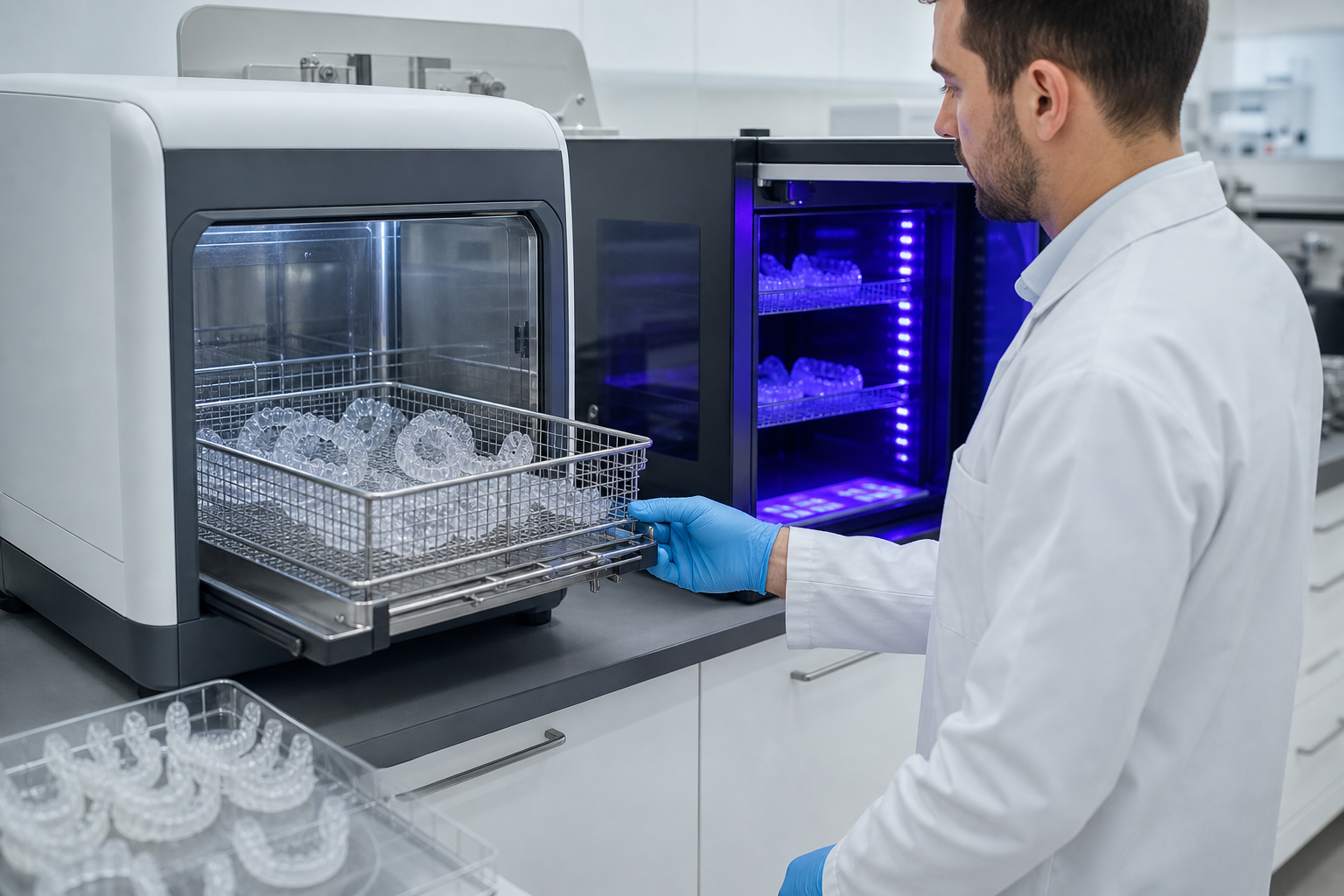
Pesuyksikön likaantunut alkoholi jättää kojeen pintaan tahmean monomeerijäämän, joka vaarantaa sekä istuvuuden että potilasturvallisuuden. Myös kovetusyksikön UV-lamppujen teho heikkenee ajan myötä. Jos teho ei ole riittävä, suoraan 3D-tulostetut oikomiskojeet eivät saavuta täyttä lujuuttaan, mikä voi johtaa kojeen rikkoutumiseen tai kemiallisiin riskeihin suuontelossa.
Tuotannon ulkoistaminen ja tekninen tuki
3D-tulostuslaitteiston ylläpito ja jatkuva laadunvalvonta vaativat huomattavasti aikaa ja teknistä osaamista. Monille klinikoille oikomishoidon 3D-tulostuksen kokonaiskustannukset – huollot, materiaalihukka ja työaika mukaan lukien – tekevät omasta tuotannosta raskaan prosessin.
Kumppanuus NordicDensin kaltaisen erikoistuneen laboratorion kanssa siirtää vastuun kalibroinnista, hartsikemiasta ja laitehuollosta asiantuntijoille. Tämä takaa, että jokainen koje on tarkka ja turvallinen toteutus digitaalisesta hoitosuunnitelmastasi ilman klinikan omaa huoltotaakkaa ja tuotantokatkoksia.
Varmista klinikkasi huipputarkkuus ilman ylläpitoon kuluvaa vaivaa.
Jos kohtaat toistuvia tulostusvirheitä tai haluat sujuvoittaa digitaalista työnkulkuasi, ota yhteyttä asiantuntijoihimme. Kerromme mielellämme, miten validoidut valmistusprosessimme voivat tukea kliinistä työtäsi.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.
Viimeisimmät blogista

Oikomiskojeiden uusintavalmistus: Näin vähennät hukkatoistoja ja piilokustannuksia

Oikomislaboratorion hinnoittelumallit: Yksikköhinnat vs. pakettiratkaisut
