Slik sikrer du presisjonen: Vedlikehold av 3D-printere i kjeveortopedien
Presisjon i digital kjeveortopedi handler om mer enn bare gode filer – det er i høyeste grad en mekanisk variabel. Selv om de intraorale skanningene dine er feilfrie, vil den fysiske apparaturen kun samsvare med den digitale modellen dersom 3D-printeren vedlikeholdes innenfor strenge toleransegrenser. For de fleste kjeveortopediske formål er målet å opprettholde en dimensjonal toleranse på ±0,25 mm. Et enkelt fingeravtrykk på det optiske vinduet eller en slitt resintank kan være nok til å svekke nøyaktigheten, noe som fører til tidkrevende justeringer på klinikken eller behov for å printe alt på nytt.
For å unngå driftsstans kreves en proaktiv vedlikeholdsprotokoll som fokuserer på de tre pilarene i additiv produksjon: den optiske banen, materialkvalitet og mekanisk kalibrering.
Daglige vedlikeholdsrutiner
Den vanligste årsaken til mislykkede utskrifter er forurensning i den optiske banen. For DLP- og SLA-printere vil enhver hindring mellom lyskilden og resinen føre til underherding eller "ghosting" på overflaten av apparaturen. Printerens optikk må behandles med samme forsiktighet som linsen på en avansert intraoral skanner.
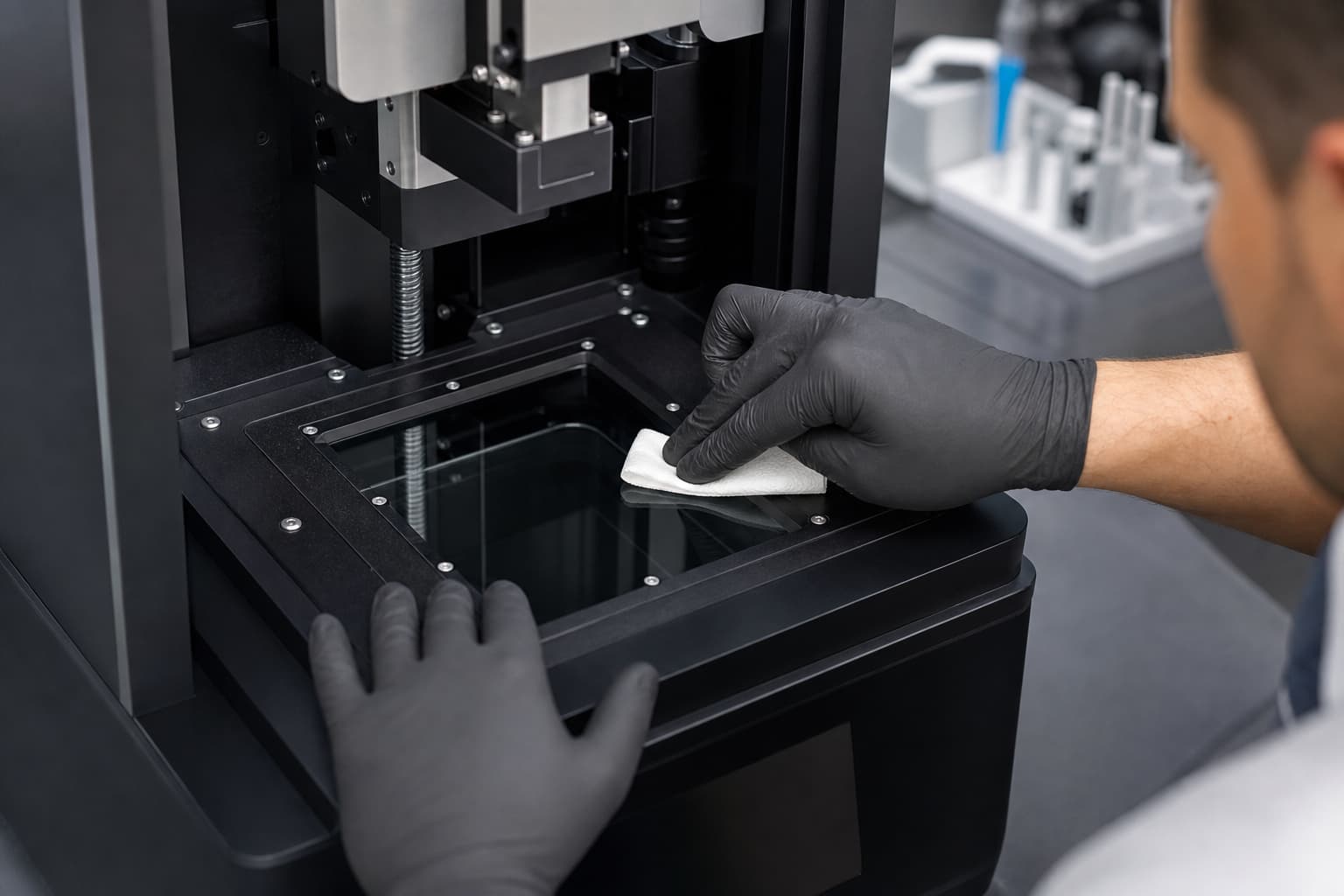
- Inspiser det optiske vinduet: Før hver utskrift bør du bruke en blåsebelg eller en tørr mikrofiberklut beregnet for optikk for å fjerne støv fra projektorglasset eller LPU-vinduet. Hvis det har kommet resin på glasset, påfør en liten mengde høyren isopropanol og tørk med langsomme, rette strøk for å unngå striper.
- Rengjør byggeplattformen: Sørg for at byggeoverflaten er helt fri for herdet resin og urenheter. Bruk en metallskrape for å fjerne rester og tørk over med en lofri klut fuktet med alkohol. Selv et mikroskopisk lag med gammel resin kan hindre vedheft for neste jobb, noe som ofte fører til at utskriften feiler i løpet av de første ti minuttene.
- Rør i resinen: Komponentene i resinen skiller seg over tid. Bruk en myk silikonspatel til å røre i resintanken for å sikre en homogen blanding. Dette er også en god anledning til å sjekke etter "pannekaker" – herdede rester som sitter fast i bunnen av folien – som kan skade printeren i neste syklus.
Resinhåndtering og tankens levetid
Materialer for kjeveortopedisk 3D-printing er høyt spesialiserte. Resin som brukes til direkteprintede alignere eller kirurgiske guider, krever spesifikke temperaturer og nøyaktig lyseksponering for å opprettholde biokompatibilitet og formminne. Feil håndtering av materialene fører ofte direkte til klinisk svikt.
- Valider resinprofilen: Kontroller alltid at valgt profil i programvaren stemmer overens med materialet i beholderen. Feil eksponeringsinnstillinger er en hovedårsak til dimensjonale avvik og ufullstendig herding.
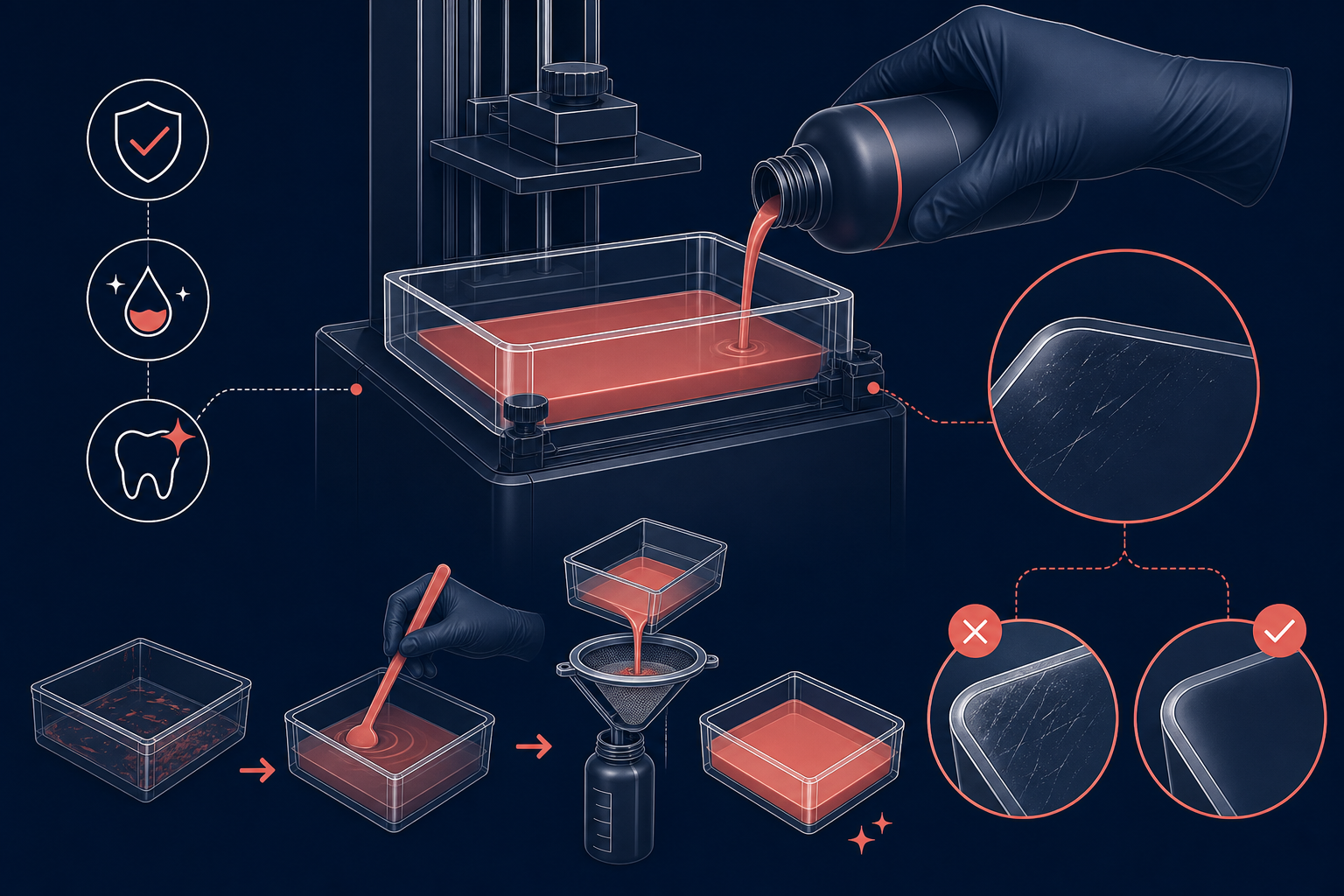
- Filtrer etter feil: Hvis en utskrift feiler, må den gjenværende resinen filtreres gjennom en finmasket sil (ca. 190 mikron). Herdede fragmenter som flyter i væsken vil føre til nye feil, og kan i verste fall punktere folien i resintanken under neste byggeprosess.
- Overvåk slitasje på tanken: Resintanker er forbruksvarer. Inspiser folien regelmessig for uklarhet (hazing), rynker eller riper. I tester av nøyaktighet for kjeveortopediske 3D-printere ser man ofte at slitte tanker forårsaker vertikale avvik, slik som ujevn høyde på hjørnetenner på skallmodeller.
Feilsøking av vanlige produksjonsfeil
Når produksjonen stopper opp, vil en systematisk tilnærming forhindre gjentatte feilforsøk. Isoler alltid den digitale filen fra den mekaniske prosessen når du feilsøker.
Problemer med vedheft
Hvis utskriften ikke fester seg til plattformen, skyldes det vanligvis en ujevn byggeplate eller forurensning i den optiske banen. Hvis maskinvaren er ren, bør du gå gjennom din digitale arbeidsflyt fra skann til apparatur for å sikre at STL-filene er "vanntette" (watertight). Mangler i meshen eller hull i CAD-modellen kan hindre programvaren i å generere det første laget korrekt.
Synlige laglinjer og forvrengninger
Synlige linjer tyder ofte på mekanisk motstand på Z-aksens ledeskrue. Rengjør skruen med en lofri klut for å fjerne gammelt fett og smuss, og påfør deretter et nytt lag med litiumfett. Sørg også for at printeren står på en stabil, plan overflate skjermet for direkte sollys, da UV-stråling kan føre til utilsiktet herding og overflatefeil.
Vedvarende dimensjonale avvik
Hvis apparaturen konsekvent er for trang eller for løs, kan printeren trenge rekalibrering. Regelmessig validering med en kalibreringsfil er nødvendig. Forskning viser at DLP-teknologi kan holde 98 % av målingene innenfor grensen på ±0,25 mm, men dette forutsetter at systemet er kalibrert etter de spesifikke krympeegenskapene til resinen som brukes.
Etterbehandling og kvalitetssikring
Vedlikeholdsansvaret stopper ikke når printeren er ferdig. De endelige kliniske egenskapene avhenger i stor grad av etterbehandling ved 3D-printing. Validerte vaske- og herdeenheter krever samme grundige oppfølging som selve printeren.
Forurenset alkohol i vaskestasjonen etterlater klebrige rester av monomerer som svekker både passform og pasientsikkerhet. På samme måte har UV-lampene i herdeenheten begrenset levetid. Når effekten svekkes, vil ikke direkte 3D-printet kjeveortopedisk apparatur oppnå sin fulle mekaniske styrke, noe som kan føre til brudd eller lekkasje av reaktive stoffer.
Overlat teknikken til ekspertene
Å drifte en flåte av 3D-printere med konstant nøyaktighet krever både tid og teknisk spisskompetanse. For mange klinikker gjør kostnadene ved kjeveortopedisk 3D-printing – inkludert arbeidstimer, utstyrsservice og risiko for feil – at egenproduksjon blir mindre lønnsomt enn outsourcing.
Ved å samarbeide med et spesialisert laboratorium som NordicDens, overfører du ansvaret for kalibrering, kjemihåndtering og vedlikehold til eksperter. Dette sikrer at hver apparatur er en nøyaktig fysisk kopi av din digitale behandlingsplan, uten overheadkostnadene og frustrasjonen knyttet til driftsstans.
Sørg for at din klinikk opprettholder maksimal presisjon uten vedlikeholdsbyrden.
Hvis du opplever gjentatte printfleil eller ønsker å effektivisere den digitale arbeidsflyten, kontakt vårt laboratorieteam i dag for å høre hvordan våre validerte prosesser kan støtte din klinikk.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.