Tillverkningsprocess för clear aligners: En teknisk guide

Moderna arbetsflöden för tillverkning av clear aligners har genomgått ett fundamentalt skifte från manuellt, avtrycksbaserat arbete till högupplösta digitala processer. Genom att integrera intraoral skanning, AI-driven CAD-planering och högprecis 3D-printing går det i dag att uppnå en förutsägbar passform med en dimensionell tolerans på ±0,25 mm. I denna tekniska guide beskrivs det professionella laboratorieflöde som krävs för att producera medicinska tandskenor som uppfyller strikta kliniska och regulatoriska krav.
Digital datainsamling och validering av mesh-struktur
Arbetsflödet inleds med en intraoral skanner som registrerar patientens bett med en precision som traditionella avtrycksmaterial inte kan mäta sig med. Genom att generera ett högupplöst 3D-dataset – vanligtvis i STL- eller PLY-format – elimineras de osäkerhetsfaktorer och förvaringskrav som fysiska avtryck innebär. Dessa digitala skanningsfiler fungerar som produktionens universalspråk och minimerar risken för materialdeformationer, något som ofta förknippas med alginat eller PVS.
I detta skede utförs en omfattande analys av nätstrukturen (mesh) för att säkerställa att skanningen korrekt har fångat kritiska landmärken, såsom de bakersta molarerna och gingivala zenitpunkter. Teknikern måste verifiera att STL-filen är "vattentät" (manifold), vilket innebär att ytan är helt sluten utan hål eller glapp. En bristfällig mesh-struktur kan leda till allvarliga fel under 3D-printingen eller orsaka geometriska avvikelser i den färdiga tandskenan.
Virtuell behandlingsplanering och CAD-design
När de digitala modellerna har validerats används specialiserad ortodontisk CAD/CAM-programvara för att planera behandlingsstegen. Denna virtuella miljö gör det möjligt att granska, justera och godkänna designen innan den fysiska tillverkningen påbörjas, vilket avsevärt minskar risken för kostsamma omgörningar. Designprocessen följer vanligtvis en strukturerad ordning:
- Automatiserad segmentering: AI-baserade algoritmer segmenterar tänderna på bara några sekunder och identifierar individuella tandgränser med en precision som ofta överträffar manuellt arbete.
- Staging och biomekanik: Teknikern planerar de stegvisa rörelserna (staging) och tar hänsyn till biomekaniska begränsningar såsom kraftöverföring, kollisionsdetektering och förankring.
- Export av stegmodeller: Programvaran genererar en serie digitala modeller – en för varje behandlingssteg – som fungerar som fysiska mallar för den efterföljande termoformningen.
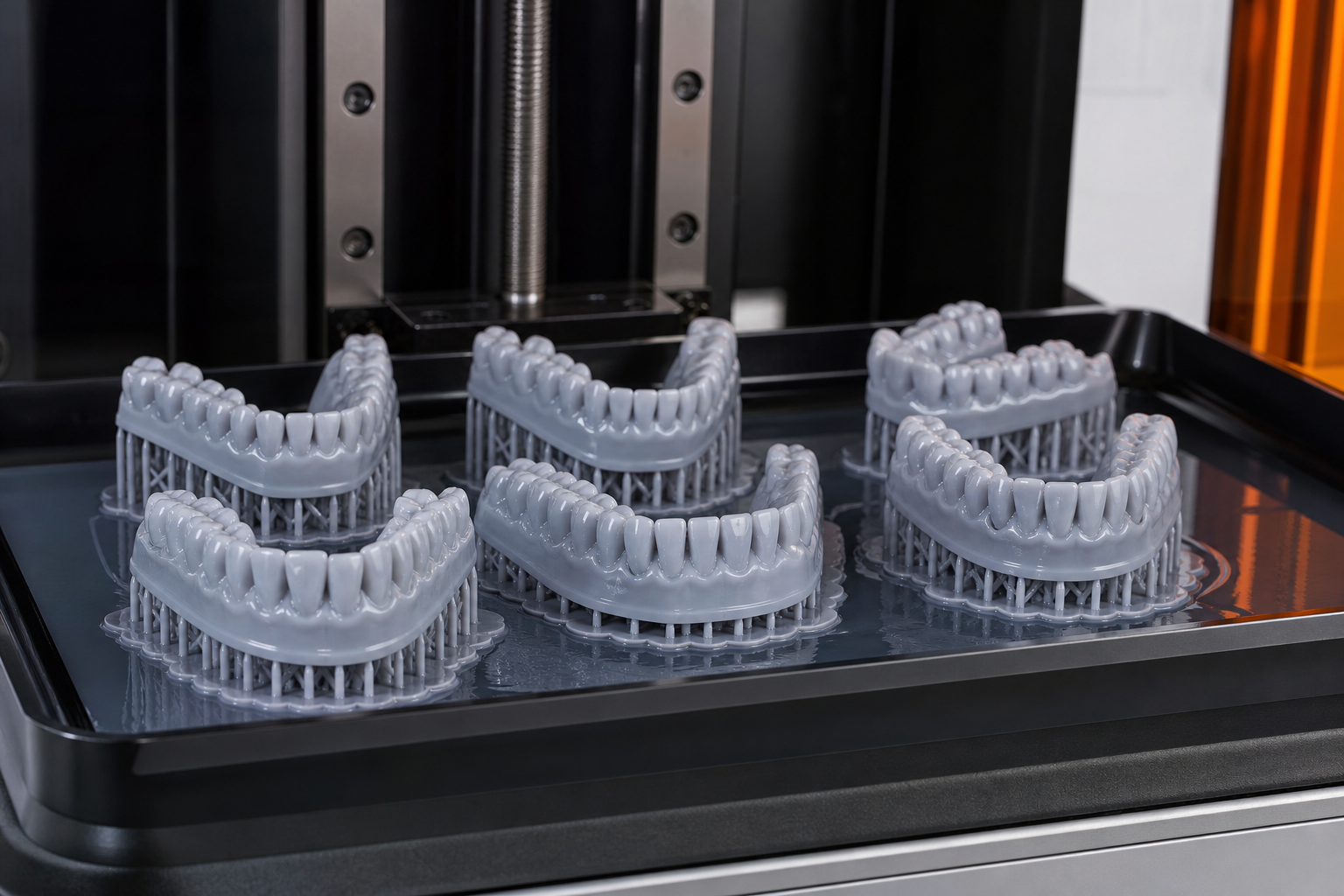
Additiv tillverkning av aligner-modeller
3D-printingens intåg inom ortodonti har ersatt gipsmodeller med högupplösta alternativ i resin. Den kliniska framgången avgörs till stor del av 3D-skrivarens noggrannhet. Professionella DLP- (Digital Light Processing) eller SLA-system (stereolitografi) föredras eftersom de bibehåller dimensionell stabilitet över hela byggplattan. Modellerna printas vanligtvis med specialiserade resiner i en lagertjocklek på 100 mikrometer för att balansera produktionshastighet med den detaljrikedom som krävs för optimal passform.
Efterbearbetning och kalibrering
Efter utskrift genomgår modellerna en noggrann efterbearbetningscykel för att säkerställa att de är stabila och säkra att använda. Denna fas är kritisk; kvarvarande ohärdat resin kan störa termoformningsmaterialets adaptation eller kontaminera den slutliga produkten.
- Tvätt: Modellerna rengörs i ett bad med isopropanol (IPA) för att avlägsna allt flytande resin från ytan och interproximalrummen.
- Torkning: Modellerna måste vara helt torra innan de värms upp. Kvarvarande fukt i resinet kan orsaka bubbelbildning eller hålrum under termoformningen.
- Efterhärdning: Modellerna placeras i en UV-härdningskammare, ofta fylld med kvävgas, för att uppnå sina slutgiltiga mekaniska egenskaper. Korrekt härdning säkerställer att modellen tål den höga värme och det tryck som termoformningsmaskinen genererar utan att deformeras.
Termoformningsteknik och materialfysik
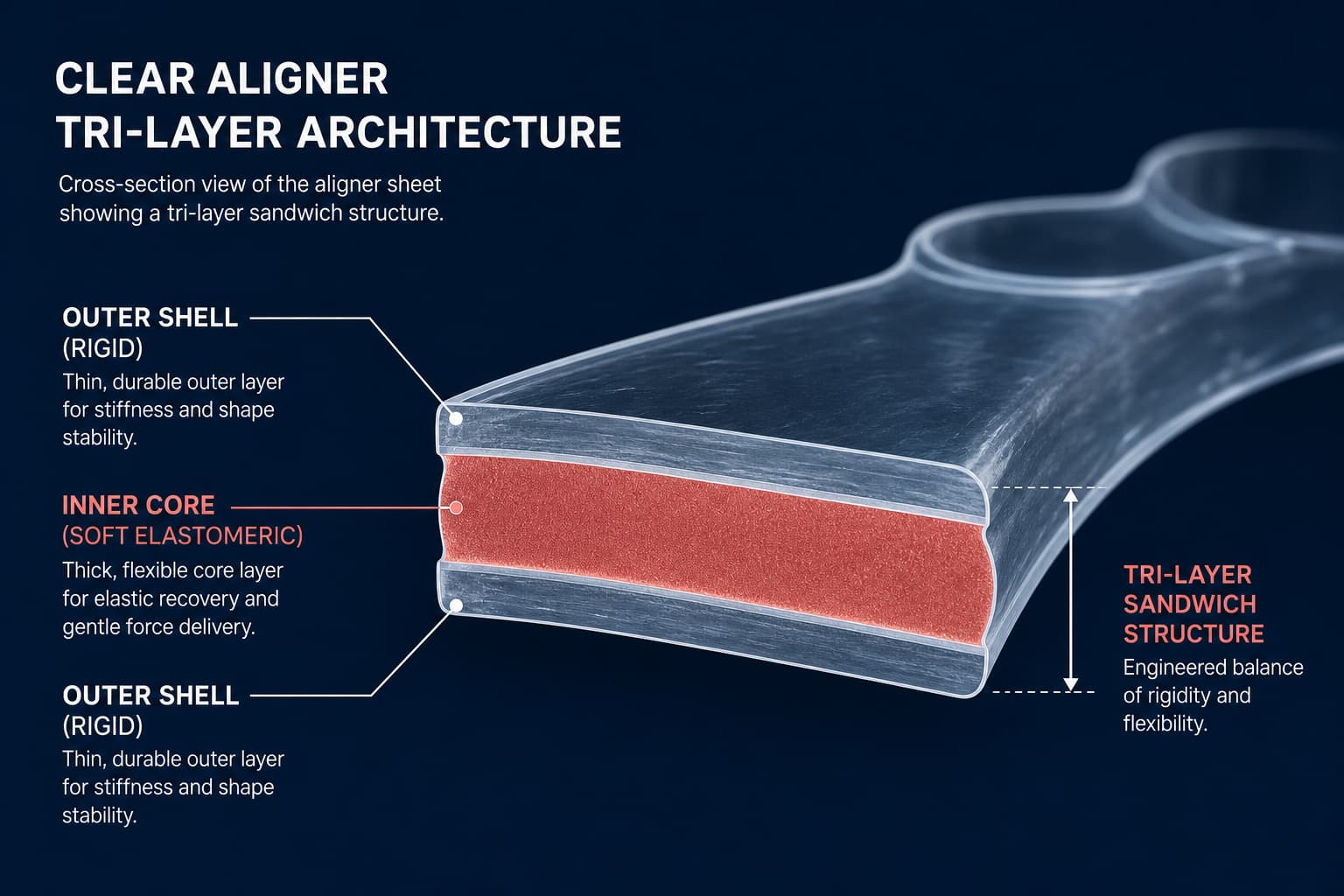
Termoformning är alltjämt den industriella guldstandarden för tillverkning av clear aligners tack vare sin bevisade effektivitet och kostnadseffektivitet. Medan vakuumformning använder atmosfäriskt tryck för att suga fast en plastskiva på modellen, är tryckformning (positive air pressure) den vedertagna laboratoriestandarden. Denna metod ger överlägsen adaptation, särskilt i djupa interproximalrum och komplexa underskär, vilket säkerställer att skenan effektivt kan överföra de planerade krafterna till tänderna.

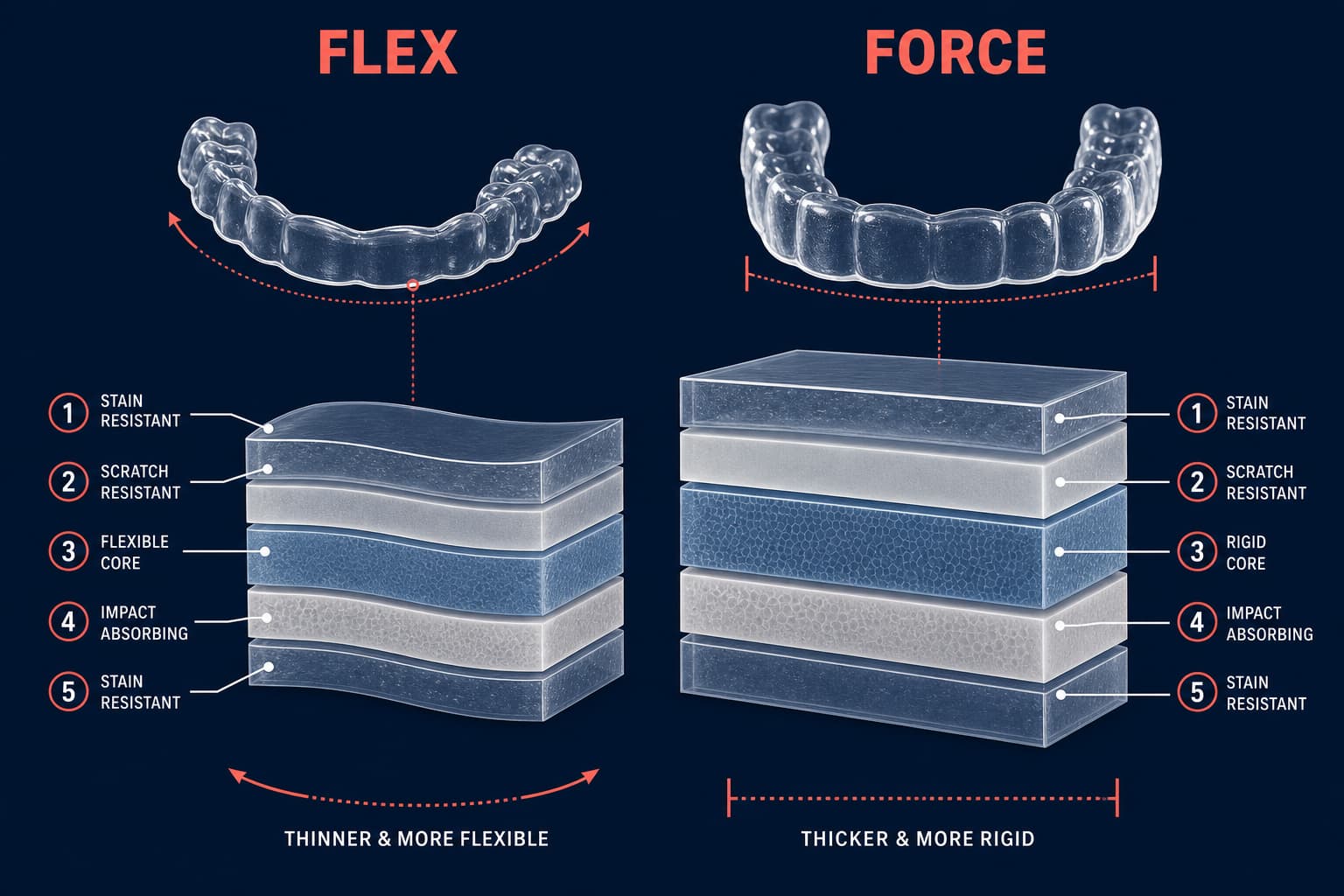
Valet av termoplast – vanligtvis PETG eller PU – avgör skenans transparens, elasticitet och hållbarhet. Det är också avgörande att ta hänsyn till materialförtunning under processen. Termoformning kan minska skivans nominella tjocklek med mellan 15 % och 40 %, ett fenomen som ofta är ojämnt fördelat. Förtunningen är mest märkbar vid framtänderna och de gingivala mittpunkterna där materialet sträcks som mest för att täcka anatomin.
Efterbearbetning och kvalitetssäkring
I det sista steget omvandlas den råa termoformade plasten till en klinisk produkt med hög komfort. Detta innefattar avlägsnande av överskottsmaterial och finputsning av kanterna för att säkerställa att skenan kan bäras utan obehag.
- Trimning (Renskärning): Skenan grovskärs först för att lossas från modellen, följt av detaljerad trimning med roterande verktyg för att skapa en rak eller tandköttsformad (scalloped) kantlinje precis under den marginala gingivan.
- Polering: Alla kanter jämnas till med fina slipmedel eller polertrissor för att förhindra irritation av mjukvävnad och säkerställa patientkomforten.
- Slutkontroll: En kvalitetskontroll i flera steg verifierar passform, adaptation och ytfinish mot den ursprungliga beställningen och den digitala planen innan skenan rengörs och förpackas.
Utvecklingen mot direktprintade aligners
Även om termoformning är den traditionella metoden, ser branschen nu ett skifte mot direkt 3D-printade tandskenor. Genom att använda biokompatibla resiner, som Graphys Tera Harz, kan aligners printas direkt från en CAD-fil. Detta eliminerar helt behovet av fysiska modeller och termoformningsutrustning. Det nya tillvägagångssättet tar bort flera felkällor, såsom materialsträckning och manuell variation vid trimning, vilket möjliggör en helt enhetlig väggtjocklek och skarpare anatomiska detaljer.
Optimera din produktion med NordicDens
Att hantera komplexiteten i resin-kemi, skrivarkalibrering och termoformningens fysik kräver betydande tekniska resurser och specialistkompetens. Genom att samarbeta med NordicDens får du tillgång till ett industriellt digitalt arbetsflöde som säkerställer att varje produkt är en exakt fysisk avspegling av din behandlingsplan. Vi tar det tekniska ansvaret för underhåll och toleranstester så att du kan fokusera helt på de kliniska resultaten.
Skicka ditt nästa fall till NordicDens och upplev precisionen i våra moderna ortodontiska laboratorietjänster.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.