Produksjon av alignere: Fra digital skann til ferdig skinne

Moderne fremstilling av usynlig tannregulering (alignere) har gått fra å være et manuelt håndverk basert på fysiske avtrykk til å bli en heldigital presisjonsprosess. Ved å kombinere intraoral skanning, AI-drevet CAD-planlegging og høyoppløselig 3D-printing, kan man i dag oppnå en passform med et måleavvik på helt ned til ±0,25 mm. Denne guiden tar for seg den profesjonelle laboratoriearbeidsflyten som kreves for å produsere alignere av medisinsk kvalitet som tilfredsstiller både kliniske krav og gjeldende regelverk.
Digital datainnsamling og modellvalidering
Arbeidsflyten starter med en intraoral skanner som gjengir pasientens tannsett med en nøyaktighet tradisjonelle avtrykksmaterialer ikke kan matche. Ved å generere et høyoppløselig 3D-datasett – vanligvis i STL- eller PLY-format – eliminerer man usikkerheten og logistikken knyttet til fysiske avtrykk. Disse digitale skannfilene fungerer som produksjonens grunnmur og fjerner risikoen for materialdeformasjon som ofte oppstår med alginat eller PVS.
I denne fasen utføres en grundig kontroll av 3D-modellen (mesh-analyse) for å sikre at kritiske landemerker, som de bakre molarene og gingivalranden, er korrekt gjengitt. Teknikeren må verifisere at STL-filen er "vanntett" (watertight), det vil si uten hull eller defekter i overflaten. Mangler i datagrunnlaget kan føre til kritiske feil under 3D-printingen eller unøyaktigheter i den ferdige skinnens geometri.
Virtuell behandlingsplanlegging og CAD-design
Når de digitale modellene er godkjent, benyttes spesialisert CAD/CAM-programvare for kjeveortopedi til å planlegge selve behandlingsforløpet. Dette virtuelle miljøet gjør det mulig å simulere, justere og verifisere designet før produksjonen starter, noe som minsker risikoen for kostbare feilproduksjoner. Designprosessen følger normalt en strukturert arbeidsgang:
- Automatisert segmentering: AI-baserte algoritmer separerer tennene i modellen i løpet av sekunder og identifiserer grensene for hver enkelt tann med ekstrem presisjon.
- Staging og biomekanikk: Teknikerne planlegger de ulike bevegelsestrinnene (staging) og tar hensyn til biomekaniske prinsipper som kraftoverføring, kollisjonskontroll og forankring.
- Eksport av modeller: Programvaren genererer en serie digitale modeller for hvert enkelt behandlingstrinn. Disse fungerer som de fysiske malene for den påfølgende termoformingen.
Additiv tilvirkning av fysiske modeller
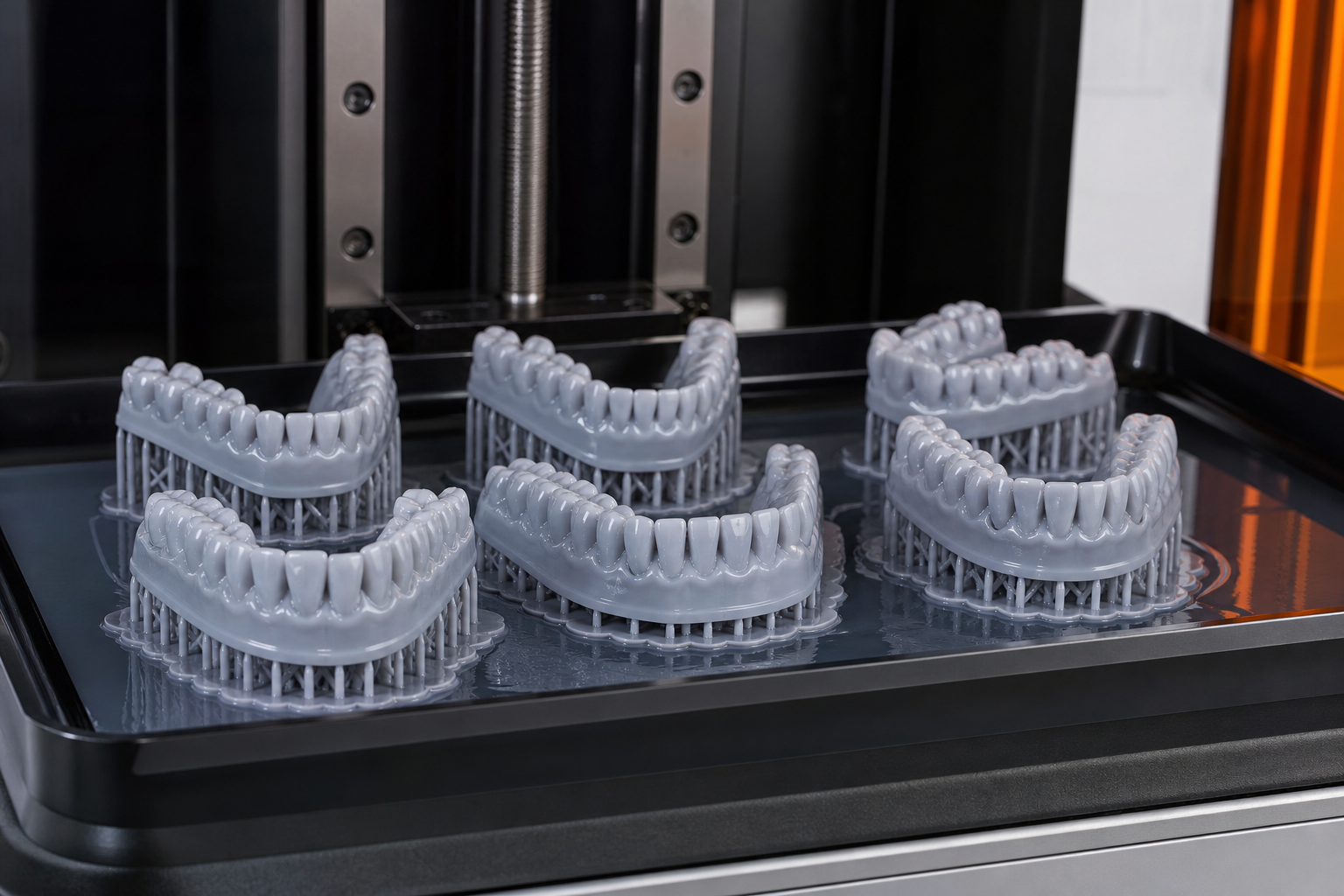
3D-print-revolusjonen i kjeveortopedien har i stor grad erstattet gipsmodeller med høyoppløselige modeller i resin (lysherdet plast). Klinisk suksess er direkte avhengig av nøyaktigheten til 3D-printeren. Profesjonelle DLP- (Digital Light Processing) eller SLA-systemer (stereolitografi) foretrekkes fordi de sikrer dimensjonell stabilitet over hele byggeplattformen. Modellene printes ofte med en lagtykkelse på 100 mikron for å oppnå en optimal balanse mellom produksjonshastighet og nødvendige overflatedetaljer.
Etterbehandling og kalibrering
Etter print gjennomgår modellene en streng etterbehandlingsprosess for å sikre biokompatibilitet og formstabilitet. Dette steget er kritisk; rester av uherdet resin kan påvirke passformen til termoformingsplaten eller kontaminere det ferdige produktet.
- Rengjøring: Modellene renses i et bad med isopropylalkohol (IPA) for å fjerne overflødig resin fra overflaten og mellom tennene.
- Tørking: Modellene må være helt tørre før de utsettes for varme. Fukt som er innesluttet i materialet kan føre til bobler eller misdannelser under termoformingen.
- Ettherding: Modellene plasseres i et UV-herdekabinett, gjerne med nitrogenatmosfære, for å oppnå sine endelige mekaniske egenskaper. Riktig herding sikrer at modellen tåler varmen og trykket fra termoformingsmaskinen uten å endre form.
Termoforming og materialfysikk
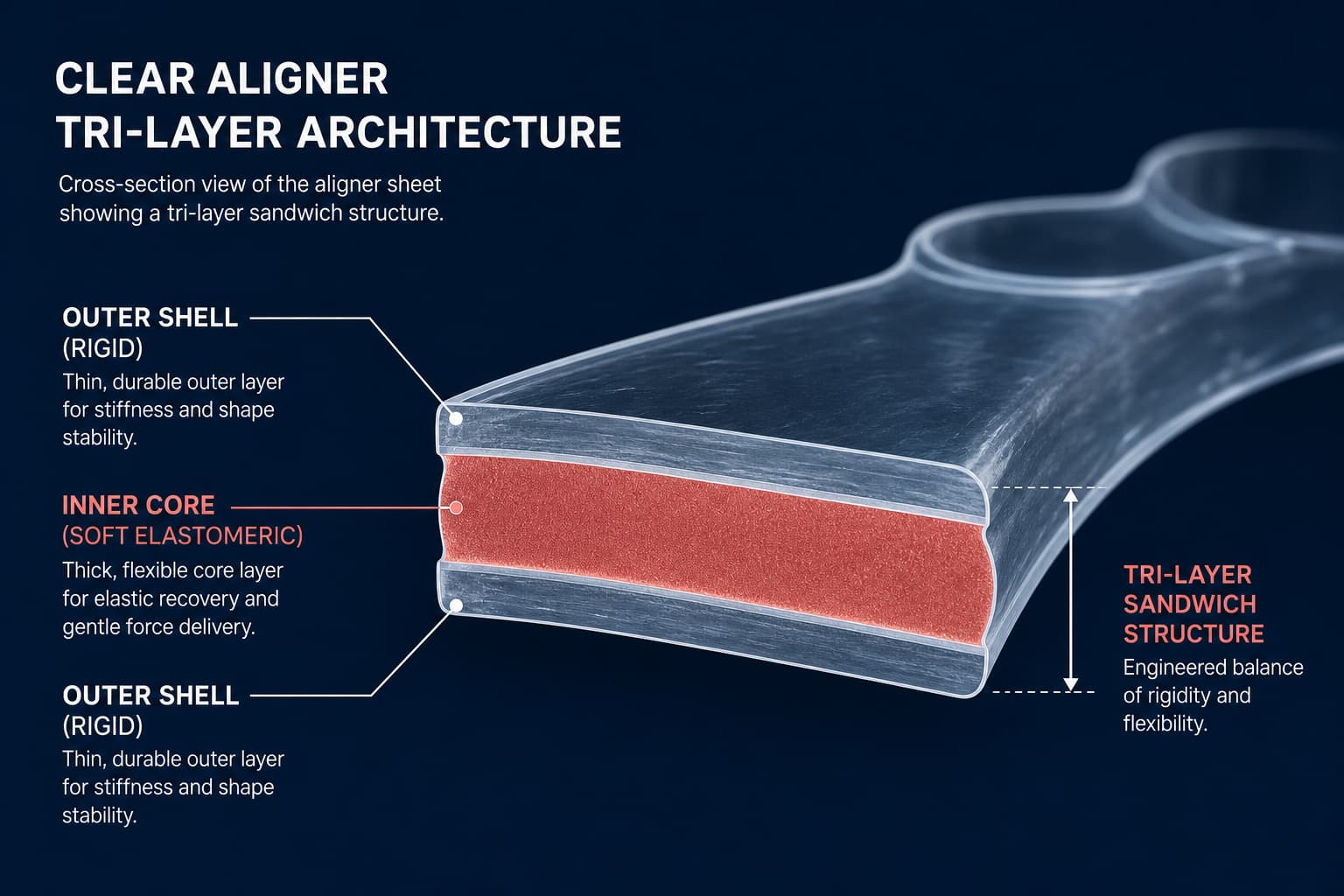
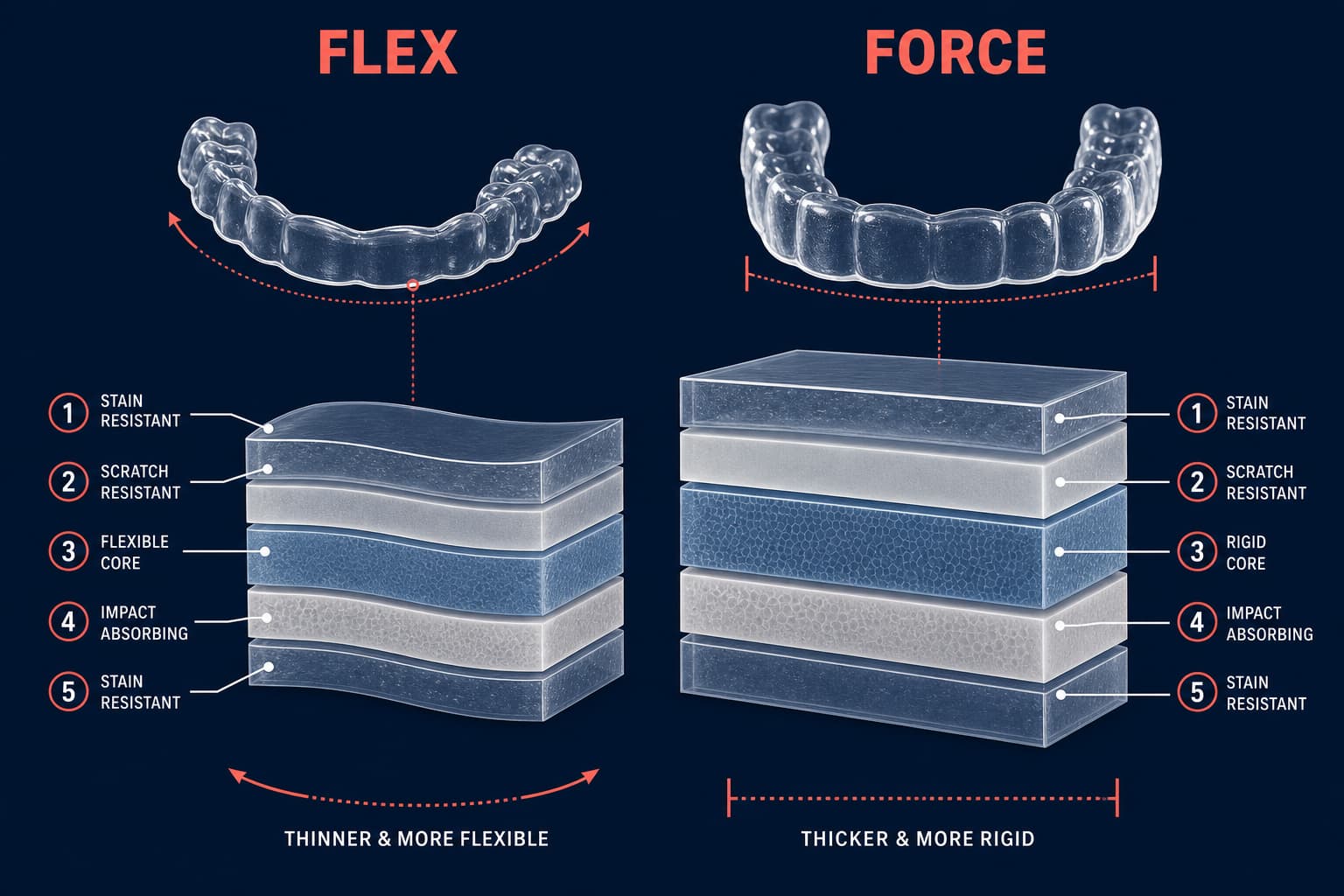
Termoforming er fremdeles bransjestandarden for aligner-produksjon takket være dokumentert klinisk effekt og kostnadseffektivitet. Mens enkel vakuumforming suger plastplaten ned på modellen, er overtrykksforming foretrukket i profesjonelle laboratorier. Denne metoden gir langt bedre detaljgjengivelse, spesielt i de interproksimale områdene, noe som er avgjørende for at aligneren skal kunne overføre de planlagte kreftene til tennene.

Valget av termoplast – som regel PETG eller PU – avgjør alignerens gjennomsiktighet, elastisitet og styrke. Det er svært viktig å ta høyde for materialuttynning i denne prosessen. Termoforming kan redusere tykkelsen på plastplaten med alt fra 15 % til 40 %, og denne uttynningen er ofte ujevnt fordelt. Fenomenet er mest merkbart ved incisivene og langs tannkjøttkanten, der materialet strekkes mest for å dekke anatomien.
Finishing og kvalitetssikring
I den siste fasen foredles den rå plasten til et ferdig medisinsk produkt. Dette innebærer fjerning av overflødig materiale og sikring av at kantene er behagelige for pasienten.
- Trimming: Aligneren grovtrimmes først fra modellbasen, før den fintrimmes med roterende verktøy. Her skapes enten en rett kant eller en bølgeformet (scalloped) profil som følger tannkjøttkanten.
- Polering: Kantene slipes og poleres for å fjerne ujevnheter som kan irritere slimhinnene, slik at pasientkomforten ivaretas.
- Sluttkontroll: En omfattende kvalitetskontroll verifiserer passform, adaptasjon og overflatefinish mot den digitale planen før produktene rengjøres, desinfiseres og pakkes.
Fremtiden: Direkteprintede alignere
Selv om termoforming dominerer i dag, ser vi nå en utvikling mot direkte 3D-printede alignere. Ved bruk av avanserte, biokompatible resiner kan alignere printes direkte fra CAD-filen. Dette eliminerer behovet for fysiske modeller og termoformingsmaskiner. Metoden fjerner flere feilkilder, som materialstrekking og variasjoner i manuell trimming, noe som resulterer i helt jevn veggtykkelse og mer presise anatomiske detaljer.
Optimaliser din produksjon med NordicDens
Håndtering av kompleks resinkjemi, nøyaktig kalibrering av printere og fysikken bak termoforming krever både spesialisert utstyr og teknisk ekspertise. Ved å samarbeide med NordicDens får du tilgang til en industriell, digital arbeidsflyt som sikrer at hver eneste skinne er en nøyaktig kopi av din behandlingsplan. Vi tar ansvaret for det tekniske vedlikeholdet og presisjonstesting, slik at du kan konsentrere deg om de kliniske resultatene.
Send inn din neste sak til NordicDens og opplev fordelene med våre moderne laboratorietjenester.
NordicDens is a modern orthodontic laboratory in Tallinn, Estonia, serving clinics across the Nordics and Europe with precision appliances and digital workflows.